 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Основное оборудование для пропитки древесины
Автоклавные пропиточные установки представляют собой сравнительно сложные устройства, состоящие из ряда узлов и агрегатов. Их обычно проектируют для того или иного конкретного способа пропитки и определенного вида пропитывающих жидкостей (масел, водных растворов и др.). Они могут быть стационарными или передвижными.
Оборудование автоклавных установок (рис. 7.17, 7.18) может быть разделено на следующие группы:
- резервуарное;
- пневмогидравлическое;
- тепловое;
- контролыю-регулирующее;
- вспомогательное.
Резервуарное оборудование.
Пропиточный автоклав тупикового типа изготавливают в виде цилиндрического стального резервуара, рассчитанного на рабочее давление до 1,2 МПа. Он имеет два полусферических днища, одно из которых глухое, а другое представляет собой съемную крышку. Крышки автоклавов современных конструкций снабжены герметичными запорными устройствами с гидравлическим или пневматическим приводом. У автоклавов проходного типа вторая крышка тоже съемная.
Автоклавы устанавливают горизонтально или с небольшим уклоном в сторону сливного трубопровода. Размеры их зависят от заданной производительности установки и размеров пропитываемых материалов.


Поворотный автоклав фирмы Шольц (Германия) позволяет пропитывать материалы как в горизонтальном, так и в вертикальном положении, что дает возможность защищать только нижнюю часть столбов, которая будет заглублена в землю.
Автоклавы оборудуют предохранительными клапанами и штуцерами для присоединения трубопроводов, а также датчиками уровня жидкости, температуры и давления. Снаружи их покрывают при необходимости теплоизоляцией. В нижней их части прокладывают рельсовую колею для закатки вагонеток. Под рельсами и между ними монтируют гладкотрубные паровые калориферы, предназначенные для поддержания заданной температуры пропитывающей жидкости.
Изготовление пропиточных автоклавов машиностроительные заводы осуществляют по индивидуальным заказам. В некоторых случаях для пропитки можно использовать автоклавы, выпускаемые серийно для других отраслей промышленности, например, производства цемента.
Маневровый автоклав предназначен для межоперационного хранения пропитывающей жидкости и ее предварительного нагрева до температуры, заданной режимом. Его обычно устанавливают над пропиточным автоклавом и оборудуют гладкотрубными паровыми калориферами повышенной мощности, воздушными мешалками, люками для осмотра и чистки, штуцерами для присоединения трубопроводов и датчиков.
Маневровые автоклавы могут работать при повышенном или только при атмосферном давлении. В первом случае их делают конструктивно аналогичными пропиточным автоклавам (но без съемных крышек). Во втором случае для их изготовления можно использовать цилиндрические резервуары, серийно выпускаемые заводами химического машиностроения и выдерживающие давление до 0,17 МПа. Иногда вместо маневровых автоклавов применяют открытые баки, устанавливаемые под пропиточными автоклавами.
Вместимость маневрового автоклава или бака должна быть достаточной для заполнения жидкостью загруженного пропиточного автоклава, включая жидкость, поглощаемую древесиной при пропитке.

Мерник (рис. 7.19) служит для ведения контроля за величиной поглощения древесиной жидкости в процессе пропитки. Он представляет собой стальной герметичный цилиндрический резервуар, установленный вертикально и снабженный устройством для дистанционного измерения уровня жидкости. Мерники вместимостью 10, 16 и 25 м3 для крупных пропиточных установок изготовляют заводы нефтяного машиностроения на рабочее давление 0,6; 0,8 и 1,6 МПа.
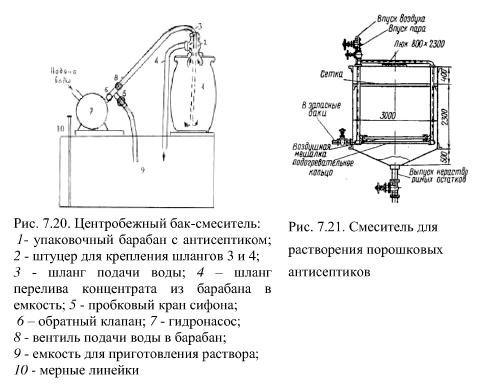
Бак-смеситель предназначен для подготовки пропитывающих растворов. Смесители, обычно имеющие цилиндрическую форму, рассчитывают на рабочее давление не более 0,1 МПа. Их оборудуют гладкотрубными калориферами, воздушными (рис. 7.20, 7.21) или механическими мешалками.
Резервуары-хранилища предназначены для хранения запасов пропитывающих масел. Число и вместимость хранилищ зависит от производительности пропиточной установки. Их оборудуют устройствами для нагрева и учета расхода жидкостей
Пневматическое оборудование.
Вакуум-насос создает пониженное давление (вакуум), которое необходимо:
- в пропиточном автоклаве в начале и конце процесса пропитки;
- в маневровом автоклаве и других резервуарах для засасывания в них жидкостей;
- в пропиточном и маневровом автоклавах для удаления паров воды при сушке древесины в пропитывающей жидкости под вакуумом.
В пропиточных установках большой производительности используют преимущественно ротационные водокольцевые вакуум-насосы РМК-3,
РМК-4 и улучшенной конструкции BBH-12. Глубина создаваемого ими вакуума - 0,09 МПа. На установках малой производительности устанавливают вакуум-насосы BBH-1,5; ВВН-3; ВВН-6 (цифра характеризует производительность насоса, м /мин).
Жидкостный насос предназначен для перекачки пропитывающих жидкостей из одного резервуара в другой, а иногда для создания жидкостного давления. Наиболее используемы центробежные насосы типа X, обеспечивающие производительность 1,5...600 м3/ч и напор 0,12...1,5 МПа. Марку насоса выбирают в зависимости от требуемых производительности и напора, а параметры выбранного насоса устанавливают по его индивидуальной характеристике.
Компрессор обеспечивает получение сжатого воздуха, используемого:
- для создания в пропиточном и маневровом автоклавах воздушного давления при пропитке способом ДДВ;
- для перемещения жидкости из пропиточного автоклава в маневровый после выдержки древесины под избыточным жидкостным давлением;
- для достижения и поддержания жидкостного давления в пропиточном автоклаве и мернике;
- для перемешивания жидкости в процессе приготовления растворов и их нагревания.
На крупных пропиточных заводах используют компрессоры BK-200, ВВК-240, 2Р-10/20. Рабочее давление их 0,8...1,2 МПа. На установках небольшой мощности применяют компрессоры ВК-25-3, ВУ-3/8, ВУ-6/8 производительностью 2,5... 1,35 м3/мин.
Аккумуляторы - цилиндрические вертикальные резервуары, содержащие запас сжатого воздуха давлением 1,2...1,6 МПа. Использование аккумуляторов позволяет:
- сократить сроки создания воздушного давления в пропиточных автоклавах;
- надежнее поддерживать заданное давление;
- обеспечивать заданную работу компрессора (компрессор может работать на заполнение аккумулятора независимо от автоклава, поэтому его мощность может снижаться, а коэффициент полезного использования повышается).
Аккумуляторы и компрессоры обычно монтируют в отдельных помещениях - компрессорных. Вместимость аккумуляторов 10...25 м для крупных и 2...6 м для небольших пропиточных установок.
Тепловое оборудование.
Конденсатор - теплообменный аппарат, служащий для конденсации отсасываемых из автоклава паров воды или пропитывающей жидкости. Его устанавливают на трубопроводной линии между автоклавом и вакуум-насосом. Конденсатор имеет патрубки для ввода свежей охлаждающей воды, ввода паров и вывода конденсата, стекающего затем в специальный сборник (рис. 7.22). В автоклавах применяют поверхностные конденсаторы, в которых охлаждение и конденсация паров происходят внутри металлических трубок, охлаждаемых с поверхности водой.

Калорифером называют теплообменный аппарат, предназначенный для передачи теплоты от теплоносителя к жидкости. В зависимости от применяемых теплоносителей калориферы делятся на паровые, водяные, огневые и электрические. Чаще используют паровые и водяные калориферы.
Контрольно-регулирующее оборудование.
В пропиточных установках используют приборы и устройства для измерения давления (моновакуумметры), глубины вакуума (вакуумметры), температуры, уровня жидкости в резервуарах. Параметры режима пропитки регулируют посредством вентилей, задвижек на трубопроводах. Современные пропиточные установки снабжены автоматическими регуляторами температуры и давления.
К вспомогательному оборудованию пропиточных установок относятся транспортные механизмы, весы, дозаторы, дробилки для измельчения твердых компонентов защитных препаратов, отстойники или сепараторы для очистки жидкостей и т.п.
Пакетоформирующая машина (рис. 7.23) работает следующим образом. Пакет сухих пиломатериалов автопогрузчиком подается к линии. Рабочие вручную поштучно укладывают доски на склизы, по которым они скатываются до упора. С конвейера пиломатериалы с постоянным шагом подаются на гибкие прокладки и наматываются, образуя при этом цилиндрический пакет. Гибкие прокладки предотвращают рассыпание пакета при транспортировке. После формирования барабана заданного диаметра оператор отключает питатель и подача пиломатериалов прекращается. Сбрасыватель поворачивается, и барабан с пиломатериалами укладывается на опоры колесной платформы, подвозится к автоклаву и загружается в автоклав.
 Подобные новости
Подобные новости- Охрана окружающей среды при защитной обработке древесины
- Требования безопасности при защитной обработке древесины
- Контроль качества пропитки
- Послепропиточная сушка древесины
- Упрощенные способы пропитки
- Новые способы пропитки древесины
- Способы пропитки древесины под давлением
- Диффузионные способы пропитки древесины
- Капиллярные способы пропитки древесины
- Физические явления в процессах пропитки древесины