 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Дробилки вторичного крупного дробления Уралмашзавода
В последнее десятилетие в отечественной практике, в связи с бурным ростом объемов перерабатываемых руд и созданием крупных горнообогатительных комбинатов с четырехстадийными схемами дробления, появились конусные гирационные дробилки для вторичного крупного дробления. Внедрение их вызвано необходимостью повысить производительность каждой стадии дробления за счет снижения степени сокращения, а также целесообразностью питания дробилок среднего дробления более однородным продуктом.
В технологической цепи обогащения эти дробилки устанавливаются после первичных дробилок — во второй стадии, выполняя роль додрабливающих машин, но при соответствующих размерах загружаемых кусков могут устанавливаться и в первой стадии. В этих случаях дробилки вторичного дробления предпочтительнее первичных, так как обладают более высокой производительностью при большей степени сокращения и малой разгрузочной щели, а благодаря специальной форме дробящего пространства, имеющем в разгрузочной части криволинейный профиль и некоторое подобие параллельной зоны, способны выдавать более однородный продукт, хорошо принимаемый дробилками среднего дробления.
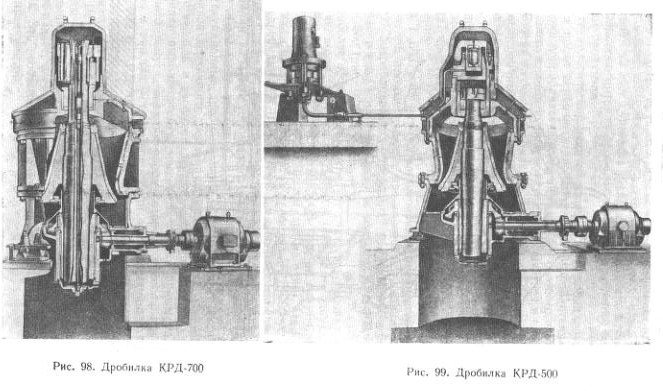
ГОСТ 6937—62 для удовлетворения потребностей горно-обогатительной промышленности предопределяет наличие трех вторичных додрабливающих дробилок, получивших в практике название редукционных, а именно: КРД-900, КРД-700 и КРД-500 (рис. 97, 98 и 99).
Наиболее эффективными следует считать установку дробилки КРД-900 после дробилки ККД-1500А (четыре на одну), дробилки КРД-700 после дробилки ККД-1500Б (три на одну) и дробилки КРД-500 после дробилки ККД-1200 (три на одну). На некоторых горнообогатительных комбинатах дробилка КРД-900 установлена после дробилки ККД-1500Б (две на одну). Возможны и другие схемы установок. Например, на Норильской дробильной фабрике дробилки КРД-900 установлены после щековых дробилок 1ДКД 2100X1500 (одна на одну).

Редукционные дробилки впитали в себя опыт эксплуатации дробилок первичного дробления, заимствовав их положительные качества. Как и дробилки первичного дробления, редукционные дробилки выполняются с массивным двухопорным валом подвижного конуса, верхняя опора которого располагается в траверсе, а нижняя — в станине. Если верхняя опора у дробилок КРД-900 и КРД-700 является неподвижной и относительно ее может перемещаться подвижный конус, то в дробилке КРД-500 перемещение подвижного конуса возможно только совместно с опорой. Редукционные дробилки практически могут перерабатывать породы любой крепости. При дроблении загрязненных пород с повышенным содержанием влаги производительность этих дробилок падает, а глинистые руды перед дроблением требуют промывки. Это необходимо учитывать при проектировании дробильных предприятий.
Редукционные дробилки имеют криволинейный профиль дробящего пространства и нижнюю разгрузку дробленого материала. Они оснащены устройствами для гидравлического регулирования разгрузочной щели, а дробилки КРД-700 и КРД-500, кроме того, гидропневматическими амортизаторами для сглаживания ударных нагрузок при попадании недробимых тел и частичного их пропуска без прекращения процесса дробления.
Редукционные дробилки устанавливаются на массивные литые фундаментные плиты, что придает им устойчивость на фундаменте и облегчает проведение ремонтных работ и замену машин.
Впервые редукционные дробилки КРД-900 были спроектированы с опорой вала подвижного конуса на плунжер гидравлического цилиндра через трехдисковый подпятник скольжения по типу дробилки «Гидрокон» фирмы «Аллис-Чалмерс» (США). Испытания таких подпятников на дробилках КРД-900 в различных по нагрузкам условиях не дали положительных результатов. Подпятники оказались недолговечными, их диски прижигало, коробило, что вело к прогрессивному износу рабочих поверхностей и засорению смазочного масла. В связи с этим для дробилки КРД-900 была создана опора вала подвижного конуса на поршень гидравлического цилиндра через так называемый пест (наклонный промежуточный валик) с конусными торцевыми поверхностями, воспринимающими вертикальные составляющие усилия дробления и вес подвижного конуса. Пестовая опора (рис. 100) в дальнейшем была принята на оснащение всего ряда дробилок крупного дробления с гидравлическим регулированием разгрузочной щели.

Опыт эксплуатации дробилок КРД-900 подтвердил такие положительные качества гидравлической пестовой опоры подвижного конуса, как поддержание разгрузочной щели в необходимых пределах, надежный пуск под завалом и освобождение от недробимых тел путем частичного опускания подвижного конуса. Основной рабочий орган гидравлической опоры — пест 8 (рис. 100) изготовляется из высококачественной вязкой легированной стали с твердостью рабочих поверхностей HRC 40—50. От износа вала подвижного конуса и поршня гидравлического цилиндра, изготовляемых из простых углеродистых сталей, на их торцевые и боковые поверхности соприкосновения с пестом устанавливаются толстостенные шайбы 1 и 5 и втулки 2 и 4 из высококачественной легированной подшипниковой стали ШХ15СГ с твердостью рабочих поверхностей HRC 56—62. Испытывая значительные контактные давления, рабочая пара сталь—сталь с твердыми закаленными поверхностями работает, однако, по нескольку лет без замены.
Рабочие поверхности качения (опорные верхняя и нижняя конические поверхности песта — шайбы) и скольжения (наружные сферические поверхности песта — цилиндрические втулки) смазываются тем же маслом и через тот же подвод, который в обычных конусных дробилках с жестким верхним подвесом предназначен для эксцентрикового узла. Подаваемого свежего масла вполне хватает для уноса тепла, выделяемого при трении обработанными с высокой точностью рабочими поверхностями пестовой опоры.
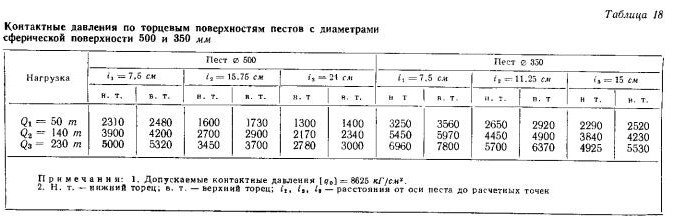
Пестовая опора не имеет прецедента в мировой практике, поэтому приведем сравнительный поверочный порядок определения контактных давлений на опорных поверхностях песта дробилки КРД-900, исходя из примененных диаметров его сферических поверхностей — 500 и 350 мм.
В качестве расчетной схемы для определения нагрузок принимаем стержневую систему (рис. 101): расчетная ось одного стержня (подвижный конус) проходит через точку подвеса и точку контакта на верхнем торце песта, расчетная ось второго стержня (пест) проходит через точку контакта по верхнему и нижнему торцам. Считаем, что контакт по верхнему торцу песта может занимать три расчетных положения: 1) по внутренней кромке; 2) по всей длине образующей и 3) по наружной кромке. Для всех случаев контакта по верхнему торцу песта принимаем по нижнему торцу только контакт по всей длине, т. е. приложение равнодействующей посредине образующей, как это показано на рисунке.

Из силовых многоугольников определяем боковую поддерживающую силу F и торцовую силу P в функции нагрузки Q, передаваемой валом подвижного конуса:


В рассматриваемом случае контакта (конус с плоскостью) для определения контактных давлений применима формула для случая «цилиндр—плоскость», где цилиндр имеет условный радиус, равный радиусу кривизны песта в рассматриваемой точке (рис. 101, б).
Определим радиус кривизны песта в точке контакта в плоскости, перпендикулярной образующей конуса. Радиус кривизны в точке M (у, г) (см. рис. 101, г) определяется по формуле

Для определения первой и второй производных, входящих в эту формулу, решим совместно уравнение конуса для нашего случая и уравнение плоскости, перпендикулярной образующей конуса, относительно г и возьмем производные первого и второго порядка по х.
Уравнение конуса второго порядка в нашем случае имеет вид

где а — радиус основания конуса; с = a tg ? — высота конуса.
Уравнение плоскости, перпендикулярной образующей конуса,

где y1 = OB; z1 = OA (см. рис. 101, г).
Определим отрезки у1 и z1, отсекаемые на осях у и z, через известные величины i и ?:

где i — текущая ордината длины образующей опорного конуса песта.
Подставляя эти соотношения в уравнение плоскости, находим

Таким образом, имеем систему уравнений

Из второго уравнения системы находим

Подставляя это значение в первое уравнение системы, находим z через х:

Подставляя найденные значения производных в формулу (32), находим

Контактные давления определяются по формуле Герца

где р = Q/L —погонная нагрузка в кГ/см;
Q — вертикальная нагрузка на пест в кГ;
L — длина контактной линии в см;
D = 2R = 2i/sin? см — диаметр условного цилиндра в точке контакта;
E = 2,1*10в6 кГ/см2 — модуль упругости стали.
Тогда

Влияние длины песта на величину контактных давлений по ее торцам видно из этой формулы, если учесть, что

где е — const — эксцентриситет по верхнему торцу песта;
H — высота песта.
Окончательно

откуда следует, что при заданных Q, L, i и e контактные давления обратно пропорциональны корню квадратному из высоты песта Н.
Максимально возможная высота песта при заданных остальных параметрах определяется конструктивными соображениями (возможностью размещения боковых опор) и величиной допускаемых контактных давлений.
Из формулы (33) следует, что

где [q0] — допускаемые контактные давления для данного материала в кГ/см2.
Допускаемые контактные давления [q0] определяются аналогично зубчатым зацеплениям:

где HBmin — минимальная твердость поверхности качения песта по Бринеллю;
П — коэффициент, учитывающий совокупность факторов, влияющих на предел выносливости.
Для машин типа конусных дробилок крупного дробления П = 0,65; следовательно,

Принятая твердость рабочих поверхностей песта составляет MBmin = 375, тогда

Результаты расчета контактных давлений в пестах с диаметром сферических поверхностей 500 и 350 мм дробилки КРД-900 сведены в табл. 18. При этом приняты следующие нагрузки на пест: Q1 =50 га — холостой ход, Q2 = 140 га — рабочий ход и Q3 = 230 га — максимальная перегрузка.
Загрузка, дробление и разгрузка редукционных дробилок производятся непрерывно. Для нормальной работы максимальные размеры кусков дробимого материала, поступающего в дробилку, не должны превышать 80% ширины загрузочного отверстия.
Основными частями конусных дробилок вторичного дробления с двухопорным валом являются: станина 1, средняя часть 3, траверса 5, подвижный конус 4, эксцентрик 2, приводной вал 9, пылевое уплотнение 7, подвес или опора подвижного конуса 6 и 8, гидравлическое устройство, смазочная установка, электрооборудование.
Станина 1, являющаяся иижией частью корпуса дробилки, устанавливается на фундаментные плиты и служит базой для монтажа узлов дробильной чаши (по чертежам Уралмашзавода называемой средней частью корпуса), приводного вала и эксцентрика. Внутренняя поверхность станины защищена от износа специальными футеровками. Дробильная чаша или неподвижный дробящий конус 3 устанавливается на станине. Корпус дробильной чаши выполняется целой отливкой и представляет собой усеченный полый конус, усиленный по верхнему и нижнему торцам кольцевыми жесткостями; внутри дробильная чаша зафутерована бронями, которые и образуют рабочую поверхность.
Подвижный дробящий конус 4 состоит из литого стального корпуса и вертикального вала, изготовляемого из качественной кованой стали. Наружная поверхность подвижного конуса зафутерована бронями из высокомарганцовистой стали. Эта же сталь идет и на футеровки дробильной чаши.
В дробилке КРД-900 впервые применено оригинальное устройство крепления броней узла подвижного конуса без резьбы на его валу, отсутствие которой значительно повысило прочность вала. Вместо резьбы крепление броней подвижного конуса выполняет закладное разрезное кольцо, помещаемое в выточке шейки вала. Такое крепление распространено на весь ряд дробилок крупного первичного и вторичного дробления.

На рис. 102 изображено описываемое устройство в разрезе. На вал 1 насажен корпус 2 подвижного конуса с бронью 3. На шейке вала помещена втулка 4, упирающаяся выступом в закладное кольцо 5, состоящее из двух частей и уложенное в выточке на шейке вала. Закладной шпонкой 6 втулка удерживается от вращения на валу. На резьбу втулки навинчена зажимная гайка 7, опирающаяся на опорное кольцо 8, расположенное сверху брони. При перефутеровках кольцо 8 разрезается огневой резкой по периферии, чем снимается напряжение с резьбовой пары втулка — зажимная гайка и облегчается их развинчивание. Сверху нарезка закрыта пылевым уплотнением 9, состоящим из войлока и нажимного диска. Завинчивание гайки 7 на втулке создает распорное усилие между опорным кольцом 8 и закладным кольцом 5, затягивающее элементы брони 3. Направление резьбы на втулке выбирается так, чтобы гайка в процессе работы дробилки самозавинчивалась, что обеспечивает надежность крепления брони и исключает необходимость в стопорном устройстве для нее (при правой резьбе приводной вал должен вращаться против часовой стрелки).
В отличие от дробилок крупного первичного дробления наружные поверхности эксцентриков редукционных дробилок имеют непрерывный кольцевой баббитовый слой. Подпятник эксцентрика образован набором из трех колец; среднее кольцо выполняется или из высокооловянистой бронзы, или стальным с наплавкой баббитом. Биметаллические стальные с баббитовой наплавкой кольца в эксплуатации более надежны, так как избавлены от прижогов, а поэтому не выводят из строя верхнее и нижнее кольца.
Приводной вал 9 (см. рис. 97) установлен на подшипниках скольжения и помещен в стальной корпус, располагаемый в горизонтальном патрубке станины. На один конец приводного вала насажена по прессовой посадке коническая шестерня, входящая в зацепление с зубчатым колесом эксцентрика. Другой конец приводного вала посредством эластичной или зубчатой муфты 10 соединяется с валом электродвигателя (в дробилках КРД-700 и КРД-500) или с промежуточным валом, несущим ведомый шкив (в дробилках КРД-900). Промежуточный вал устанавливается на подшипниках качения. Ведомый шкив приводится во вращение от ротора электродвигателя через клиноременную передачу. Вал ведущего шкива соосен с валом электродвигателя и соединяется с ним посредством эластичной муфты.
Трущиеся поверхности эксцентрикового узла, а также зубья конической передачи, омываемые маслом, закрыты сверху патрубком уплотнения. Между цилиндрической частью патрубка и корпусом подвижного конуса установлены три сферических диска, обеспечивающих уплотнение при движении подвижного конуса. Средний сферический диск имеет внутреннюю выточку, в которую вставляется упругое кольцо из прорезиненной ткани, заполняющее зазор между диском и патрубком уплотнения.
Подвес подвижного конуса наряду с функцией регулирования разгрузочной щели воспринимает вертикальную и частично горизонтальную составляющую усилия дробления, а также вес подвижного конуса.
He отвергая достоинства пёстовой опоры подвижного конуса, следует отметить ее недостатки. Подвес подвижного конуса на пестовой опоре требует наличия тяжелого гидравлического цилиндра в зоне разгрузки, где этот цилиндр подвергается интенсивному износу дробленым материалом и поэтому требует специальной защиты. Операции ремонта гидроцилиндра трудоемки, поэтому дробилку обычно целиком снимают с фундаментных плит и ремонтируют гидроцилиндр на ремонтной площадке. С целью устранения этих недостатков гидравлический подпятник подвижного конуса дробилок КРД-700 и КРД-500 размещен вверху, над траверсой, под ее защитным колпаком (см. рис. 96 и 97). В этих машинах гидравлические полости регулирования разгрузочной щели связаны с гидропневматическими аккумуляторами, выполняющими также роль амортизаторов, что позволило пропускать недробимые тела значительных размеров, не прекращая процесса дробления.
На одном из горнообогатительных комбинатов в 1965 г. при испытании дробилки КРД-700, оборудованной гидропневматической амортизационной системой, при разгрузочной щели 75 мм на открытой стороне и 35 мм на закрытой стороне дробящее пространство успешно пропускало недробимые тела. В дробилку забрасывали мелющие шары диаметром 120—130 мм, кувалду 80х80х120 мм и отрезки круглого проката диаметром 100 мм и длиной 120—170 мм. После пропуска недробимых тел подвижный конус возвращался в первоначальное положение. Амортизаторы этих дробилок сконструированы таким образом, что максимальные усилия, которые могут возникнуть в дробящем пространстве при пропуске недробимых тел, превышают номинальные на 25—30%.

Амортизаторы 5 дробилки KPД-700 (рис. 103) встроены в один блок с гидроцилиндрами, так называемый гидропневматический блок регулирования разгрузочной щели. Поршни 2 гидроцилиндров блока неподвижны в вертикальном положении, как и качающаяся втулка 1 верхнего подвеса подвижного конуса, на которую эти поршни опираются. Регулирование разгрузочной щели производится путем закачки масла в расположенные над поршнями полости 3 гидравлических цилиндров или слива его, благодаря чему гидропневматический блок с закрепленным в нем подвижным конусом может подниматься или опускаться. Подвод масла может осуществляться снизу через центральное отверстие в валу подвижного кои уса или сверху через траверсу в верхний торец корпуса блока В момент прохождения недробимого тела, ввиду резкого возрастания вертикальной составляющей усилия дробления, масло из полостей регулирования 3 перетекает в полости амортизации через отверстия 6, сжимает имеющиеся там резиновые баллоны, наполненные газом (азотом или воздухом) до давления, достаточного для нормального дробления. Подвижный конус при этом опускается, пропуская недробимое тело. После пропуска недробимого тела избыточным давлением газа подвижный конус возвращается в первоначальное положение.
Амортизатор (аккумулятор) дробилки КРД-500 вынесен за конструкцию дробилки и связан с масляной полостью цилиндра регулирования разгрузочной щели толстостенной трубой большого сечения, достаточного для мгновенного пропуска большого объема масла.
Все редукционные дробилки, помимо гидравлических подвесов подвижного конуса, оборудованы жесткими подвесами, которые можно использовать как для постоянной работы, так и при ремонтах гидроопор.
Гидравлическое устройство редукционных дробилок успешно используется при регулировке из разгрузочной щели, облегчает расклинивание дробящих конусов при заклинивании их недробимым телом и гарантирует пуск дробилки под завалом в случае запрессовки его рудой. Пуск облегчается частичным опусканием подвижного конуса и соответствующим расклиниванием дробящих конусов.
Редукционная дробилка имеет систему жидкой и густой смазки и приборы контроля поступления масла к узлам трения и его слива. Смазочная установка может быть индивидуальной — для смазки одной дробилки, и групповой — для нескольких дробилок.
Густая смазка подшипников качения привода осуществляется автоматически через дозирующие питатели, а узел подвеса конуса и пылевого уплотнения смазываются вручную, открыванием соответствующих вентилей на смазочном трубопроводе. Подача густой смазки производится от станции с пневматическим или электрическим приводом, а у дробилок КРД-500 — насосом с ручным приводом.
Для контроля за поступлением в дробилку минимального количества масла, обеспечивающего нормальную работу узлов трения, в маслопроводе на сливе у каждой дробилки установлен сигнализатор расхода масла.
Для привода конусных дробилок устанавливаются электродвигатели переменного тока, асинхронные, с фазовым ротором. На масляных насосах, фильтрах смазочных станций устанавливаются электродвигатели переменного тока, асинхронные, с короткозамкнутым ротором. Схема управления приводами предусматривает: автоматическое поддержание постоянства температуры масла в пределах 35—45 С; автоматическое включение резервного масляного насоса при неисправности основного; пуск главного привода дробилки только при нормальном уровне масла в сливных трубопроводах и отключение привода, когда ни основной, ни резервный насосы не обеспечивают нормальной работы масляной системы. Состояние приводов дробилки и масляной системы контролируется системой сигнализации.
В табл. 19 приведена техническая характеристика редукционных дробилок Уралмашзавода.
 Подобные новости
Подобные новости- Дробилки крупного дробления Уралмашзавода
- Некоторые особенности конструкции и расчета узлов дробилок среднего и мелкого дробления
- Конструкции дробилок среднего и мелкого дробления
- Силовой анализ нагрузок в дробилках с консольной осью подвижного конуса
- Режим дробления и зазоры экоцентрикового узла
- Режим холодного хода. Уравновешивание экоцентрики и дробилки
- Нагрузки в деталях при дроблении и холостом ходе
- Классификация современных конусных дробилок среднего и мелкого дробления
- Привод конусных дробилок
- Конструкции верхних опор подвижного конуса