 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Брикетирование и спекание циркониевого порошка
Циркониевый порошок и порошок из гидрида циркония, изготовленные вышеописанным методом, являются легко пересыпающимися порошками, которые могут прессоваться без помощи связующего вещества и давать прочные брикеты. Коэффициент сжатия отличный и варьирует от 2:1 до 2,5:1 при давлении 62—77,5 кг/мм2.
Сырая прочность сбрикетированного циркониевого порошка значительно выше, чем порошка из гидридов циркония при одинаковом давлении прессования; смеси циркониевого порошка и порошка из гидридов дают промежуточные значения сырой прочности. При давлении прессования 77,5 кг/мм2 сырая прочность составляет 118 кг/см2 для гидрида циркония, 174 кг/см2 — для смеси 50/50 гидрида циркония с цирконием и 250 кг/см2 — для циркония.
Малая величина сырой прочности спрессованного гидрида полностью компенсируется лучшей спекаемостью. Гаузнер и др. утверждают, что можно получить спеченный цирконий хорошей плотности путем прессования гидридов при меньших давлениях, чем требуется для прессования циркония.
Спрессованные брикеты спекаются в атмосфере инертного газа или в вакууме. Гаузнер нашел, что, несмотря на применение особых предосторожностей при очистке аргона, цирконий, спеченный в этом газе, неизбежно загрязняется. Спекание в вакууме 5*10в-5 мм рт. ст. или ниже при температуре выше 1300° дает хороший продукт спекания, практически не загрязненный кислородом или азотом. Кусок циркониевого кристаллического прутка, который нагревался в течение 10 час. при 1260° в вакууме 2*10в-5 мм рт. ст., не показал изменений в содержании кислорода и азота.
Дополнительно Гаузнер сообщил, что если спекание циркониевых гидридов производится в вакууме, то их можно спекать непосредственно без предварительного разложения.
Для спекания были применены лодочки и плиты из стабилизированной окиси циркония, которые не давали значительного насыщения материала окислами, но тем не менее было признано необходимым исследовать и другие материалы. Очевидно, наилучшим материалом будет графит, учитывая тот факт, что цирконий можно плавить в тиглях из этого материала с относительно небольшим загрязнением. Испытание в графитовых лодочках показало, что, хотя графит частично прилипает к брикетам, проникновение углерода никогда не бывает более нескольких сотых миллиметра, даже после спекания при 1390°. Образцы обычно спекались в графитовых лодочках, покрытых графитовыми крышками, и этот метод позволял получать спеченный продукт со светлой блестящей поверхностью.
Работа Гаузнера показала, что гидрид циркония после прессования и спекания позволяет получать значительно менее пористый металл, чем при использовании обычного циркониевого порошка. В одной из первых работ замечено, что образцы, спеченные из гидридов, во многих отношениях были более качественными, включая пластичность и сопротивление коррозии, чем полученные из порошка металлического циркония.
Было предположено, что эта разница вызвана более высоким содержанием кислорода и азота в циркониевом порошке из-за необходимости добавочного измельчения для получения такого порошка. Это положение не вполне ясно, если не иметь в виду измельчение частично спеченного материала, получаемого путем разложения гидрида в вакууме при 800°. Лучшие результаты, полученные при непосредственном спекании гидридов, также являются следствием возникновения чистых активных поверхностей, получаемых во время разложения гидрида.
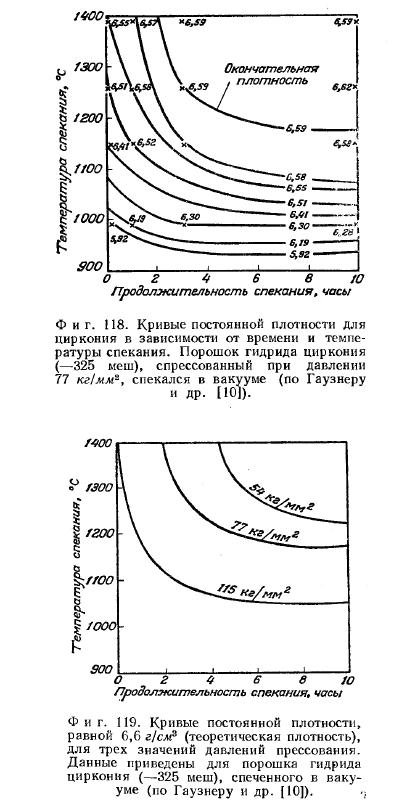
Оптимальные условия спекания гидридов были исследованы Гаузнером и др. Циркониевые гидриды, образованные при 800°, были измельчены до просеивания через сито 325 меш; из этого порошка были спрессованы образцы при давлении 54, 77 и 115 кг/мм2 и спечены в вакууме в интервале температур 990—1300° с выдержкой от 5 мин. до 10 час. Полное уплотнение было получено при спекании в течение 3 час. при температуре 1100°, если при брикетировании применялось высокое давление, равное 115 кг/мм2. Такая же плотность может быть получена при понижении давления до 77,5 кг/мм2 и увеличении температуры примерно до 1260°. Однако если спекание производится при температуре 1100°, то наилучшей достижимой плотностью будет 6,35. Полученные результаты приведены на фиг. 118 и 119.
Цирконий, полученный спеканием гидридов, был очень пластичным и мог прокатываться в холодном состоянии с обжатием на 5% за проход до общего среднего обжатия 62% по толщине без появления трещин на кромках. Твердость была около 92 по Rв (пределы от 90 до 94).

В соответствии с последней работой Калита в табл. 113 приведены свойства спеченного циркония. Дальнейшая работа по порошковой металлургии циркония была проведена Чуаном, который изготовил образцы из двух типов порошка: один представлял гидрид, полученный путем насыщения циркониевой стружки водородом, а другой — порошок металлического циркония, полученный путем выщелачивания смеси циркония и хлорида магния, образующейся в результате магниетермического процесса.
Порошок из гидридов был рассортирован на два размера: А — от -100 до +200 меш и В — от -200 меш и мельче. Порошок металлического циркония был значительно тоньше (20%+300 меш и 80% —300 меш). Частицы гидридов были неправильной угловатой формы, в то время как частицы металла были круглыми и мало отличались по размерам между собой. Плотность гидридов после прессования при давлении 10 кг/мм2 была 5,17 г/см3 по сравнению с 5,0 г/см3, полученной Гаузнером, а металлический порошок при том же давлении имел плотность, равную 5,62 г/см2. Сопротивление разрушению для брикетов из гидридов, полученных Чуаном при давлении 10 кг/мм2, было только 122,0 кг/см2 по сравнению с 140 кг/см2, полученными Гаузнером. Возможно, что это явилось следствием применения разной технологии. Однако металлический порошок имел прочность 145 кг/см2. Поэтому Чуан отдал предпочтение металлическому порошку перед гидридным, что оправдывается результатами, полученными им после спекания. Примененные Чуаном режимы спекания были следующие.
Брикеты спекались в лодочке из рекристаллизованной окиси алюминия, для защиты брикет покрывался циркониевой стружкой. Лодочка нагревалась в реторте из нимоника в вакууме 5*10в-8 мм рт. ст. Температура реторты поднималась до 800° и поддерживалась до тех пор, пока загрузка не принимала ту же самую температуру и не удалялся весь водород. Брикет нагревался до температуры спекания и выдерживался при ней необходимое время. После спекания печь охлаждалась до 700°, затем реторта из нимоника удалялась и охлаждалась на воздухе перед разгрузкой.
Образцы брикетов из тонкого и грубого порошка гидридов и металлического циркония, спрессованные при давлении 49 и 74 кг/мм2, были спечены при 1150°; максимальная рабочая температура реторты из нимоника под вакуумом была 1200°.
Результаты, полученные при применении тонкого порошка из гидрида, подтверждают, что он имеет хорошие характеристики спекания и последнее происходит значительно быстрее, чем в случае применения других порошков. Получение хороших свойств при спекании может быть отнесено за счет изменения энергии, связанного с разложением гидрида, что более заметно для тонкого порошка.
Образцы из спеченных брикетов тонкого и грубого порошка гидридов были проанализированы на кислород. Брикеты, спеченные из порошка—100 меш, содержали 0,06%; образец из порошка — 200 меш —0,04%; исходная циркониевая стружка содержала 0,026% кислорода. Гидридный порошок, изготовленный Гаузнером и др., содержал 0,2—0,4% кислорода. Можно предположить, что пониженное содержание кислорода в гидридах Чуана явилось следствием применения инертного газа при измельчении.
Наиболее высокая плотность, полученная на гидридном порошке, была равна 6,10 г/см3 при применении давления 74 кг/мм2 и спекании при 1150° в течение 6 час. Эти результаты менее удовлетворительны по сравнению с полученными Гаузнером и могут объясняться тем, что Гаузнер применил более чистый металл для гидрирования, в то время как Чуан использовал магниетермический цирконий, выплавленный в графитовом тигле и содержавший 0,15% С. Твердость образца с плотностью 6,10 г/см3 была 225 по Hп (что равноценно твердости 96 по Rb), и разрушающее напряжение было равно 67,7 кг/мм2.
Результаты, полученные на циркониевом порошке, были не совсем обычными, так как максимальные плотности были достигнуты при довольно низких температурах порядка 1050°. Образцы, спрессованные при давлении 74 кг/мм2 и спеченные при 1000°, имели плотность 6,16 г/см3. Повышение температуры до 1200° дало понижение плотности до 6,03 г /см3, в то время как при 950° была получена плотность 5,98 г/см3. Твердость образца с плотностью 6,16 г/см3 составила 212 по Hп (94 по Rв), разрушающее напряжение — 70 кг/мм2. Согласно Гаузнеру и др. (фиг. 118), тонкий гидридный порошок, спрессованный при давлении 54 кг/мм2 и спеченный при 950° в течение 4 час., дал металл с плотностью 6,19 г/см3, а при 1050° плотность составила около 6,35 г/см3.
Несколько образцов циркониевого порошка было спечено в вакуумно-плотной фарфоровой реторте в вакууме в течение 3 час. при 1300°. Брикеты, спрессованные под давлением 74 кг/мм2, имели после спекания плотность 6,2 г/см3, твердость по Hп — 212 (94 по Rb) и разрушались при напряжении 115 кг/мм2 со стрелой прогиба 6,1% на длине 28,6 мм. Образцы были прокатаны в холодном состоянии до 53% суммарного обжатия до появления трещин на кромках.
Работа Гаузнера и Чуана показала, что возможно изготовить удовлетворительно спеченный продукт из циркония и что промышленное производство может основываться на этих результатах.
Так как Гаузнер отказался от порошка, изготовленного восстановлением окиси циркония кальцием, из-за низкого коэффициента сжатия, то остается два вида порошков, пригодных для порошковой металлургии. Первый — это гидриды, полученные из чистого твердого циркония, и второй — металлический порошок магниетермического циркония. Второй выбран как наиболее дешевый. Если кристаллический пруток, полученный по иодидиому методу, применить в качестве основы при производстве гидридов, порошок будет очень дорогим. Производство гидридов из циркониевого скрапа будет, вероятно, наиболее дешевым источником для изготовления порошка.
Окисление гидридного порошка в процессе размола может быть ограничено путем применения инертного газа в мельнице.
Спекание в высоком вакууме при давлении не более чем 5*10в-5 мм рт. ст. предпочтительнее спекания в инертном газе вследствие трудностей, заключающихся в очистке последнего. Так как при применении чистого инертного газа требуются вакуумно-плотные печи, то бесполезно применять инертные газы, если можно производить обработку в вакууме. При этом требуется давление прессования выше 77,5 кг/мм2, что ведет к более сильному износу матриц.
Наиболее пригодной температурой спекания для получения плотного металла является 1200—1300°, а графитовая лодочка является наиболее удобным контейнером для брикетов.
Металлический циркониевый порошок, изготовленный путем выщелачивания продукта восстановления четыреххлористого циркония магнием, содержит небольшое количество магния (около 0,5%), который не может быть удален при выщелачивании кислотой. В опытах по его удалению путем нагрева в высоком вакууме в молибденовом или графитовом тигле при 1000° оказалось, что получался слиток металла с теоретической плотностью. Это показывает большие возможности для использования порошка из металлического циркония в порошковой металлургии.
Оказалось невозможным удалить весь магний при температурах ниже температур спекания, а следовательно, и получать порошок, свободный от примесей магния. Однако порошок, содержащий магний, может быть применен непосредственно в том случае, когда спекание производится в вакууме при температуре выше 1000°. Испаряющийся магний является превосходным геттером.
Другим примером легкой обрабатываемости циркониевого порошка является получение плотного металла путем горячего деформирования порошка в герметичной стальной оболочке при температуре ниже 1000°. Циркониевая губка, размельченная на небольшие кусочки (до 12,7 мм), подобным же образом может деформироваться в горячем состоянии в герметичной оболочке, давая плотный металл; но губка, к сожалению, содержит небольшое количество хлористого магния и магния, которое трудно удалить даже путем продолжительной обработки в вакууме.
Подобные новости- Взрывчатость циркониевого порошка
- Меры предосторожности при работе с циркониевым порошком
- Восстановление окиси циркония кальцием
- Изготовление циркониевого порошка
- Порошковая металлургия циркония
- Текстура циркония
- Исследование термической обработки циркония
- Шлифовка циркония
- Переработка циркониевой стружки
- Обработка циркония резанием