 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Плавка циркония в собственном тигле
При этой плавке также применяется индукционный нагрев, но вместо прутка плавлению подвергается плоский кусок металла. На его поверхности образуется ванна жидкого металла. Индукционная катушка имеет плоскую форму и нагревает металл, находящийся непосредственно под ней. Схема установки показана на фиг. 108.
После того как образуется ванна жидкого металла, в нее можно добавить пруток того же металла и расплавить его теплом жидкой ванны.
Индуктируемые токи стремятся вспучить жидкий металл в середине, что может привести к возникновению дуги.

Жидкая ванна имеет примерно ту же площадь, что и индукционная катушка, а глубину 12—25 мм.
Под действием индуктируемых токов жидкий металл интенсивно перемешивается, что обеспечивает однородность изготовляемых сплавов.
В металле индуктируется от 30 до 50% мощности, подаваемой генератором. Генератор мощностью 20 квт при 10 кгц обеспечивает образование на куске циркония, расположенного на расстоянии 6—9 мм ниже индукционной катушки ванны жидкого металла диаметром примерно 115 мм.
Детали установки показаны на фиг. 109.
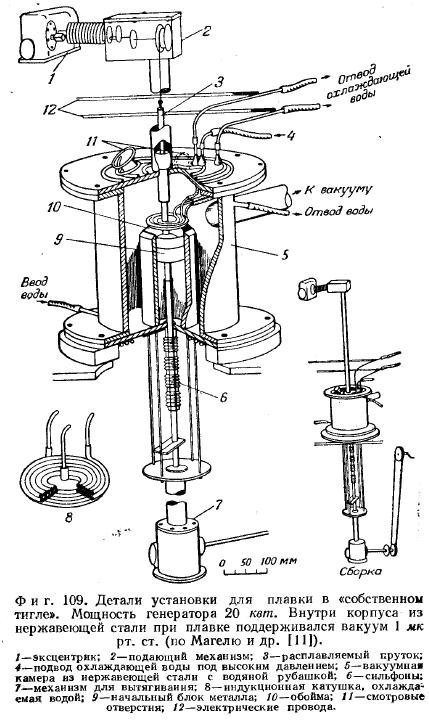
Во время плавки в корпусе печи поддерживается вакуум порядка 1 мк рт. ст. или глубже. Было опробовано несколько методов управления этой печью. Непрерывный метод, при котором пруток металла вводился в жидкую ванну в то время, как первоначальный кусок металла опускался, оказался не вполне удовлетворительным. Металл обнаружил склонность к разрыву при высокой температуре, вследствие чего слитки получались дефектными. Возможно, что при более тщательном контроле слитки могут получаться здоровыми. При другом методе непрерывной работы для собирания жидкого металла применяется цилиндрический контейнер, диаметр которого был несколько больше, чем диаметр ванны расплавленного металла. По мере подачи свежего металла и наращивания слитка контейнер опускался. Успех операции прежде всего зависит от точности регулирования условий охлаждения поверхности слитка. Если охлаждение чересчур велико или диаметр слитка слишком большой, то могут наблюдаться неслитины. Чрезмерное охлаждение может заморозить металл в виде неправильных бугров и вызвать короткое замыкание в индукционной катушке, но при точном контроле результаты операции могут быть хорошими. Этим методом был выплавлен в графитовом контейнере слиток титана диаметром 115 мм. Содержание углерода в исходном и полученном металле составило 0,062 и 0,068% соответственно. При диаметре питающего прутка, равном 25 мм, плавка велась со скоростью около 0,90 кг/час, причем потребляемая мощность составила около 15 квт.
Этот метод плавки, несомненно, имеет преимущества перед некоторыми из описанных выше. Однако и он, помогая преодолеть одни трудности, вызывает другие. Одной из главных трудностей этого метода плавки является опасность короткого замыкания между индукционной катушкой и металлом, которые по необходимости должны находиться очень близко друг к другу.
Подобные новости- Капельная плавка циркония
- Бестигельная плавка циркония
- Возможные направления развития техники плавки циркония
- Дозирующие приспособления для приготовления сплавов циркония
- Расходуемый электрод
- Электроды из других материалов
- Подготовка губки для уменьшения разбрызгивания
- Загрязнение циркония вольфрамом
- Очистка аргона
- Печи для дуговой плавки циркония