 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Печи для дуговой плавки циркония
Наиболее удачным способом выплавки тугоплавких активных металлов без загрязнения является дуговая плавка в атмосфере чистого аргона или гелия в медном тигле, охлаждаемом водой. Впервые она была применена в 1903 г. фон-Болтоном для плавки тантала и не привлекала особого внимания до возобновления ее Кроллем в 1940 г. Затем метод дуговой плавки был усовершенствован в институте Бэттла, где он применялся для плавки титана и его сплавов в небольших масштабах. В последнее время этот метод применяется для промышленного производства титана и его сплавов; выплавляются слитки весом более 1 т.
Основой дуговой плавки титана и циркония является электрическая дуга между электродом, обычно изготавливаемым из вольфрама, и металлом, который находится в медном тигле, охлаждаемом водой. В результате охлаждения расплавленный металл затвердевает, не оказав разрушающего действия на тигель. Путем подачи переплавляемой губки в дугу и охлаждения жидкого металла почти с той же скоростью, с какой он образуется, происходит непрерывное наращивание слитка.
В расплавленном состоянии в каждый данный момент находится только порция металла, попадающая в зону действия дуги. Таким путем хотя и можно выплавить слиток, свободный от загрязнений материалом тигля, но невозможно обеспечить его однородность, так как губка имеет небольшие колебания по составу.
Производство сплавов сопряжено с дополнительными трудностями, вызываемыми необходимостью вводить легирующие добавки в течение всего процесса, чтобы жидкий металл был одного и того же состава.
Прежде чем приводить характеристику различных модификаций дуговой плавки, следует подробно описать простейшую установку, применяемую исследователями в лабораторных работах. Схема ее приведена на фиг. 97.
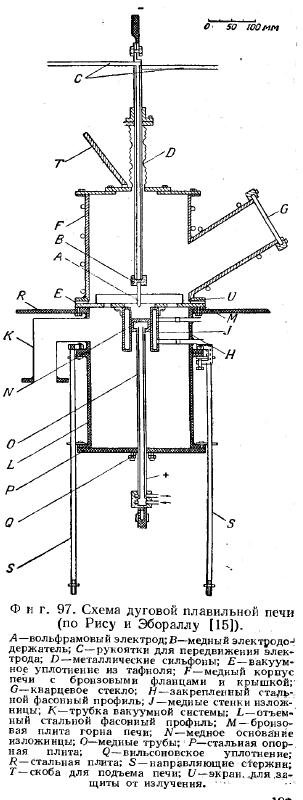
Сменный вольфрамовый электрод А припаивается твердым припоем (или лучше ввинчивается на резьбе) к медному диску, прикрепленному к электрододержателю В, подводящему одновременно ток и охлаждающую воду.
К верхней части электрододержателя и крышке печи крепятся металлические сильфоны D, обеспечивающие гибкое уплотнение. Вместо металлических сильфонов можно применять более гибкую гофрированную резиновую трубку, которую к тому же легче прикрепить.
На больших печах применяется вильсоновское уплотнение, которое работает весьма удовлетворительно, но позволяет осуществлять только вертикальное перемещение электрода, так что перемещение дуги приходится производить с помощью магнита, устанавливаемого снаружи печи. Подвод воды осуществляется в верхней части электрододержателя над сильфонами. Нижняя часть кожуха печи, в которой находится тигель, может опускаться. По мере наращивания слитка уровень электрода остается постоянным, в то время как слиток опускается.
Медный тигель состоит из двух охлаждаемых водой частей — стенок J и подвижного дна N, которое может скользить между стенками. Дно поддерживается и охлаждается двумя концентрическими трубами О, которые проходят через вильсоновское уплотнение в опорной плите Р. Печь с диаметром электрода 6 мм, дающая слитки весом до нескольких килограммов, питается постоянным током силой до 400 а от сварочного генератора. Изложница присоединяется к положительному, а вольфрамовый электрод к отрицательному полюсам. Колпак изолируется от опорной плиты с помощью кольца E из тафноля.
Желательно, чтобы дуга зажигалась без соприкосновения электрода с цирконием, что снижает содержание примесей в металле. Такое зажигание достигается путем обертывания электрода полоской из магниевой фольги. Фольга касается металла и зажигает дугу, а затем магний улетучивается.
Другим способом зажигания дуги без соприкосновения электрода с цирконием является наложение тока высокой частоты, как при аргоно- или гелиеводуговой сварке. В аргоне дуга зажигается через зазор около 12 мм. Последний способ предпочтительнее, так как он дает возможность в течение плавки зажигать дугу неоднократно без риска привести электрод в соприкосновение со слитком.
Установка откачивается через трубу К форвакуумным насосом с ловушкой из пятиокиси фосфора между насосом и печью. Обычный порядок подготовки печи к плавке состоит в откачке и заполнении ее аргоном; затем откачка и заполнение аргоном повторяются. Обычно поддерживается слабый ток аргона, который усиливается, если содержание хлоридов значительно.
Смесь гелия и аргона дает лучшие результаты, чем один аргон. Гелий дает максимальную мощность при данной длине дуги, в то время как аргон стабилизирует дугу. Если применяется один аргон, то требуется более высокое напряжение. При небольших плавках остаточные примеси в аргоне, главным образом азот и влага, удаляются с помощью геттера в виде куска циркониевого скрапа, расплавляемого на медной плите, отодвигаемой электродом перед началом плавки слитка.
При очень маленьких загрузках их приготовляют по несколько штук сразу, помещая в выемках на медной плите. Одна из них содержит цирконий для поглощения газов. Путем передвижения электрода остальные загрузки расплавляются поочередно, и таким образом можно приготовить шесть или более образцов за одну операцию.
Дуговая печь усовершенствованного типа изображена на фиг. 98. Печь имеет охлаждаемый водой электрод с двойным кольцевым вакуумным уплотнением. Такое устройство позволяет электроду перемещаться только в вертикальном направлении. С помощью постоянного магнита или соленоида (помещенных снаружи) внутри тигля индуктируется магнитное поле, которое применяется для перемещения дуги по поверхности металла; перемещение можно осуществлять вручную или механически.

Зажигание дуги на любой стадии плавки производится наложением на основной ток тока высокой частоты от модифицированного сварочного генератора, питающего установку аргонодуговой сварки. Оснащение печи таким устройством в современной практике признано необходимым.
Загрузочный бункер снабжен питателем, изолированным от атмосферы с помощью гофрированной резиновой трубы.
Плавка может вестись и в вакууме, поскольку остаточное давление паров обеспечивает стабилизацию дуги. Вакуумная плавка полностью удаляет летучие примеси.
Подобные новости- Индукционная плавка циркония
- Печь с графитовым сопротивлением в виде прорезанной трубы
- Плавка циркония
- VII и VIII группы периодической системы
- VI группа периодической системы
- V группа периодической системы
- IV группа периодической системы
- III группа периодической системы
- II группа периодической системы
- I группа периодической системы