 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Защита фанеры
Фанеру используют в строительстве как материал для обшивки каркасов ограждающих конструкций, в сборно-разборных зданиях, для опалубки, изготовления несущих конструкций (клеефанерные балки, фермы и рамы с фанерными накладками в узлах) и др. широко применяют фанеру в контейнеростроении и конструкциях судов. При эксплуатации фанера может подвергаться атмосферным воздействиям (наружная обшивка стеновых панелей) и воздействиям агрессивной среды внутри помещений. В некоторых случаях она должна быть защищена как от увлажнения, так и от биоразрушения.
Выход фанеры из строя в процессе эксплуатации происходит в основном по 3 причинам:
1) из-за ослабления клеевых соединений в результате увлажнения, биоразрушения клеевой прослойки (при использовании белковых клеев), термической деструкции и пр.;
2) в результате биопоражения шпона;
3) из-за ослабления древесины шпона под влиянием атмосферных воздействий (растрескивание поверхностных слоев).
Долговечность фанеры может быть обеспечена только в том случае, если сохранность клеевых соединений и шпона будет примерно одинаковой. Продлить срок службы клеевого соединения можно правильным подбором клея с учетом условий эксплуатации фанеры. Долговечность шпона обеспечивается введением в нее антисептиков, гидрофобизирующей пропиткой или нанесением влагозащитных покрытий. В зависимости от условий эксплуатации и технических требований к фанере применяют комбинированную обработку (пропитку антисептиками с последующим нанесением ЛКП).
Защита фанеры от биоразрушения осуществляется применением водорастворимых препаратов однонаправленного действия или комплексного (биоогнезащитного) действия.
Защиту фанеры можно обеспечить одним из следующих способов:
- пропиткой шпона антисептиком с последующим склеиванием;
- введением антисептика в клей;
- пропиткой готовой фанеры антисептиком.
При пропитке шпона достигается наилучшая защита фанеры от биоразрушения, поскольку в этом случае можно ввести в шпон максимально возможное количество пропиточного вещества, поэтому он широко используется для введения антипиренов. Склеивание шпона, пропитанного этим способом, требует применения специальных режимов его обработки и склеивания.
Пропитка сухого шпона требует повторной сушки, что связано с дополнительными затратами, а кроме того, влечет за собой ухудшение качества шпона. Установлено, что наличие влаги в шпоне не имеет существенного значения, большую роль играет его порода.
Введение антисептика в клей выгодно как с технической, так и с экономической точек зрения, также этот способ не оказывает отрицательного воздействия на окружающую среду.
Положительный эффект от использования такого способа зависит от многих факторов: породы древесины, толщины шпона, совместимости защитного средства и клея, вида и расхода защитного средства, который в ряде случаев оказывается недостаточным для эффективного действия против поражения грибами. Повышение же содержания антисептика в клеевом шве нарушает протекание реакций в нем, что сдерживает широкое применение этого способа защиты фанеры.
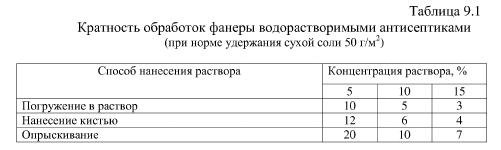
Нанесение антисептика на поверхность - наиболее простой и доступный способ. Фактическое удержание защитного вещества будет зависеть во многом от количества раствора, наносимого за один прием, от времени выдержки между обработками, температуры и концентрации раствора, режима сушки и других технологических факторов, поэтому кратность обработок фанеры водорастворимыми антисептиками может быть больше или меньше указанных в табл. 9.1.
В случае, когда промежуточная сушка фанеры между нанесениями пропиточного раствора осуществляется в камере при повышенных температурах, соль выкристаллизовывается на поверхности из-за интенсивного испарения, что препятствует дальнейшему проникновению антисептика. Поэтому кратность обработок необходимо увеличить для обеспечения заданного удержания защитного вещества.
Известно, что с увеличением температуры пропиточного раствора поглощение увеличивается из-за снижения его вязкости. Так, при температуре раствора 36...49°C поглощение увеличивается в 1,5 раза, а при температуре 78°С - более чем в 2 раза. Однако даже при температуре раствора 70...80°C все же необходима двухкратная обработка фанеры. Этот вариант пропитки обладает рядом недостатков:
- необходимость проведения пропитки в герметичных емкостях из-за вредности паров, выделяющихся в больших количествах;
- большое количество вредных паров выделяет фанера, извлеченная из горячего раствора;
- по мере испарения воды рабочий раствор становится более насыщенным, достигая предельной концентрации по растворимости для данного антисептика.
Интенсифицировать процесс пропитки можно путем использования аккумулированного фанерой тепла при горячем прессовании, а также прогревая ее паром или нагретым воздухом. Пропитка нагретой фанеры является, по существу, одной из модификаций известного способа «Прогрев-холодная ванна» (ПРХВ), который отличается резким сокращением времени пропитки, возможностью регулировать поглощение пропиточной жидкости. Опыты показали, что пропитка данным способом не снижает качества склеивания и прочности фанеры на статический изгиб.
Наиболее эффективна пропитка древесины при использовании способа ПРХВ в случае, когда абсолютно исключен контакт нагретой древесины с холодным воздухом. Продолжительность такого контакта зависит от расположения технологического оборудования, наличия и типа подъемно-транспортных механизмов и не должна превышать 1...3 мин.
Для предприятий, получающих уже готовую фанеру, может быть рекомендован прогрев ее паром или горячим воздухом, что наиболее приемлемо при пропитке листов трудновымываемыми хромсодержащими препаратами, которые не допускают длительного нагрева пропиточной жидкости выше 40...50°С. Кроме того, используя для прогрева пар или воздух с температурой 120°С, можно создать перепад температур до 100°С, что существенно повысит качество пропитки. Следует отметить, что прогрев воздухом более предпочтителен, чем паром, так как позволяет ускорить отверждение клея, повысить поглощение, потому что не происходит переувлажнения шпона; а также снимает необходимость использования герметичных камер для предотвращения утечки пара.
Пропитка фанеры не представляет каких-либо сложностей и может осуществляться по режимам, параметры которых выбирают в зависимости от требуемой степени защищенности материала и возможностей технологического оборудования. Пропитка и сушка должны проводиться в контейнерах, снабженных зажимными устройствами, предотвращающими коробление листов.
Как правило, в технологической цепочке защитная обработка следует за отверждением клея, поэтому прогрев комбинированных балок можно считать промежуточной операцией, общей для процесса склеивания и для пропитки. Такая схема технологического процесса повышает производительность линий и удовлетворяет требованиям современного поточного производства. В то же время при пропитке комбинированных балок не исключена возможность некоторого снижения прочности клеевых соединений вследствие влажностных деформаций древесины и фанеры при защитной обработке и последующей сушке.
При пропытке фанеры под вакуумом как величина поглощения, так и глубина пропитки будут определяться величиной вакуума и глубиной зоны, где он создается. Естественно, что глубина такой зоны в фанере не может быть сколько угодно большой, поэтому выдержка под вакуумом имеет свою оптимальную продолжительность. Так, при пропитке фанеры и клеефанерных элементов ограждающих конструкций водорастворимыми антисептиками могут быть рекомендованы режимы, которые представлены в табл. 9.2.

Возможности способа ПРХВ по повышению качества пропитки ограничены. Повышение температуры прогрева до 130°С позволяет увеличить величину поглощения в 1,5...2 раза. Однако это связано с дополнительными энергозатратами и, кроме того, нежелательно из-за негативного влияния высоких температур на прочность древесины. Способ ВАД позволяет, не увеличивая общей продолжительности процесса, меняя только глубину вакуума от 0,06 до 0,09 МПа, повысить поглощение в 2 раза, причем такую величину поглощения способом ПРХВ достигнуть вообще не удается.
Подобные новости- Защита клееной древесины
- Контроль качества защитной обработки строительных материалов и конструкций
- Защита элементов деревянных строений от возгорания
- Особенности защиты строений окрашиванием фасадных поверхностей
- Защитная обработка деревянных конструкций на объектах строительства
- Технологические основы защитной обработки строительных лесоматериалов и конструкций
- Соотношение между химическими и конструктивными мерами защиты древесины
- Ремонт загнивших деревянных конструкций
- Эксплуатационная профилактика загнивания деревянных конструкций
- Защита конструкций из древесины при перевозке, хранении и монтаже