 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте


Зубчатые передачи
Зубчатые передачи применяются почти во всех машинах и механизмах. Основные детали этих передач —зубчатые колеса (шестерни), которые служат для передачи вращения от одного вала другому.
В зависимости от взаимного расположения валов применяют цилиндрическую, коническую и винтовую передачи (рис. 221).
Цилиндрическая зубчатая передача применяется при параллельном расположении осей валов, коническая — при пересечении осей, винтовая — при перекрещивании, по не пересечении осей валов.
Зубчатое колесо и рейка служат для преобразования вращательного движения в поступательно-возвратное.
Зубья цилиндрических, конических и винтовых колес могут быть прямыми, косыми (спиральными) и шевронными (елочными) (рис. 221, г).

Правильность работы зубчатой передачи зависит от качества изготовления деталей и точности сборки. При сборке необходимо обращать внимание на расстояние между осями: оно должно быть таким, чтобы радиальный зазор, то есть зазор между вершиной и впадиной зубьев, находящихся в зацеплении, составлял не более 0,1 высоты зуба. Величину радиального зазора измеряют щупом или свинцовой полоской, которую пропускают между зубьями шестерен; толщину полоски замеряют микрометром или штангенциркулем. Замер величины бокового зазора между зубьями измеряют щупом или путем прокатки между зубьями 3—4 свинцовых проволок, уложенных по длине зуба. Проверяют также, нет ли «игры» в зацеплении при одном заторможенном (застопоренном) зубчатом колесе.
Проверка на краску позволяет судить о правильности зацепления зубчатой передачи. Для этого на рабочие поверхности зубьев одного колеса (обычно меньшего) наносят тонким слоем краску (смесь сурика с маслом), затем вращают шестерни и наблюдают отпечатки в местах касания зубьев.
При правильном прилегании шестерен отпечаток будет ложиться ровной полосой вдоль рабочей поверхности зубьев. В случае перекоса осей в вертикальной плоскости, отпечатки у обеих шестерен будут получаться по противоположным краям зубьев.

На рисунке 222 показаны отпечатки при правильном и неправильном зацеплении цилиндрических и конических передач. В соответствии с требованиями ГОСТ пятна краски правильно смонтированной передачи должны покрывать среднюю часть боковой поверхности зубьев — по высоте не менее чем на 60% и по длине не менее чем на 50%.
Правильно собранные и отрегулированные зубчатые передачи должны работать без стуков и ударов, не нагреваясь при работе.
Зубчатые колеса выходят из строя в основном по двум причинам: из-за износа и поломки зубьев.
Износ зубьев шестерен зависит от ряда условий: от твердости материала, из которого изготовлены шестерни, термообработки, правильного подбора смазки, нагрузки передачи и т. п.
Поломка зубьев шестерен происходит из-за перегрузки шестерен, односторонней (с одного конца зуба) нагрузки, подреза зуба, незаметных трещин в материале и недостаточной его вязкости, попадания между зубьями посторонних предметов.
Как правило зубчатые колеса с изношенными и поломанными зубьями подлежат замене, причем рекомендуется заменять одновременно оба колеса. Если большое колесо во много раз превышает размер малого, необходимо своевременно сменить последнее; оно изнашивается быстрее большого примерно в передаточное число раз. Своевременная смена малого колеса предохраняет от износа и поломок зубьев большое колесо.
Износ зубьев колеса допускается до 20—25% их толщины. Шестерни с цементованными зубьями следует заменять при растрескивании, выкрашивании или отшелушивании цементованного слоя.
При поломке 1—2 рядом расположенных зубьев в малоответственных шестернях сельскохозяйственных машин в исключительных случаях допускают восстановление их путем заварки.
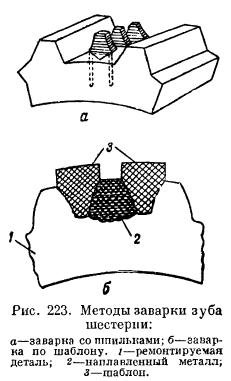
Заварка производится следующим способом (рис. 223):
1) поломанные зубья вырубают до основания;
2) по ширине зуба просверливают 2—3 отверстия и в них нарезают резьбу;
3) изготовляют шпильки и туго ввертывают их в подготовленные отверстия;
4) приваривают шпильки к шестерне и электросваркой наплавляют металл, применяя качественный электрод марки Э-42; при наварке металла пользуются шаблоном для получения формы зуба.
Рекомендуется применять медный шаблон; вследствие высокой теплопроводности меди, он не приваривается к наплавленному металлу;
5) на зуборезном, фрезерном или строгальном станке или путем опиливания вручную восстанавливают профиль зуба, проверяя его по шаблону.
Подобные новости- Подшипники качения
- Шпоночные соединения
- Порядок крепления резьбовых соединений
- Резьбовые соединения
- Виды соединения деталей и узлов при сборке
- Методы и технология ремонта
- Определение вида и объема ремонта
- Техника безопасности при паянии, лужении и заливке подшипников
- Контроль качества заливки подшипнику
- Заливка подшипников