 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте


Виды жестяницких работ
К основным операциям жестяницких работ относят: правку и рихтовку листового материала, разметку, разрезку, сгибание и соединение листового материала, отбортовку торцов, изгибание труб и др.
Правка — слесарная операция, при которой изогнутым металлическим заготовкам или деталям придают их первоначальную форму. Правка листов производится вручную перед разметкой или вырезкой заготовок с целью устранения кривизны перегибов и вмятин.
При правке лист укладывают на поверхность плиты выпуклостью вверх и металлическим или деревянным молотком наносят удары по всей поверхности выправляемого листа, причем по краям выпуклости удары наносят слабые, а по мере приближения к центру их усиливают.
Рабочая поверхность плиты, на которой производится правка, должна быть ровной и не иметь грубых вмятин и забоин. Боек молотка, которым производится правка, также должен иметь ровную и хорошо прошлифованную поверхность.
Тонкие листы толщиной до 1 мм правят деревянным молотком, а очень тонкие — проглаживают деревянными или металлическими брусками на правильной плите.
Полосовой металл и прутки правят на плите или наковальне, ударяя молотком по выпуклым местам и поворачивая полосу или пруток, пока они не будут окончательно выправлены.
Погнутые валы выправляют с помощью ручного винтового пресса. Обычно операция правки валов производится в холодном состоянии; лишь при очень больших изгибах вала применяется местный нагрев изогнутой части вала.
Рихтовка — разновидность правки; она применяется в случаях, когда надо при помощи молотка исправить местные неровности или коробления. Удары при рихтовке листа следует наносить не по выпуклым местам, а по соседним с ними участкам. Тогда поверхностные слои металла соседних участков под действием ударов молотка будут деформироваться, то есть удлиняться и вытягиваться, а выпуклые места при этом будут уменьшаться и сравниваться с поверхностью листа. Сила ударов при рихтовке должна быть соразмерена с величиной выпуклых участков.
Разметка обычно предшествует обработке любых изделий. При выполнении жестяницких работ применяется плоскостная разметка, которая осуществляется обычными приемами, описанными ранее.
Резка листового материала, в зависимости от толщины листа, производится ручными или стуловыми ножницами. В процессе разрезания листа надо следить за тем, чтобы верхнее лезвие ножниц направлялось точно по разметочной линии. Лист при разрезке должен лежать на столе или на поверхности пола; левой рукой следует все время поднимать вверх (без перегиба) правую (от ножниц) часть обрезаемого листа. Для того чтобы при разрезке листового материала не получалось заусенцев, ножницы надо все время плотно прижимать к концу прорезанного места.

Загибание кромок производят под прямым или острым углом. Для этого в тисках прочно закрепляют инструмент, называемый скребком, а деревянным молотком ударяют по кромке листа под углом (рис. 191). Перегиб кромок под острым углом — фальцевание — применяется с целью увеличения жесткости края листа. При сгибании металлического листа поверхность его по внутреннему радиусу испытывает сжатие, а по внешнему — растяжение, что часто вызывает образование трещин. Поэтому при одностороннем изгибании листа надо стремиться к тому, чтобы основной изгиб производился по направлению проката; при двустороннем — линия изгиба должна составлять с направлением прокатки листа угол 45°. Это уменьшает возможность появления трещин и изломов.

Соединение листового материала осуществляется при помощи фальцев и внахлестку. Способ соединения при помощи фальцев состоит в следующем: кромки двух соединяемых листов загибают под углом (рис. 192, а), затем вкладывают замком один в другой (рис. 192, б) и обжимают тонкие листы мягкого материала с помощью плитки и деревянного молотка (рис. 192, в), а остальные листы с помощью стального молотка и обжимки (рис. 192, г). Описанный способ соединения листового материала наиболее распространен и дает вполне надежное и прочное соединение.
Фальцевые швы бывают одинарные и двойные. Одинарный шов получается при одном перегибе соединяемых листов, а двойной — при двух. Фальцевые швы не обладают достаточной плотностью, и поэтому их рекомендуется после изготовления пропаивать.
Для повышения жесткости открытых кромок (капотов, ведер, воронок, противней и т. п.) в бортовую кромку закатывают проволоку. Для этой цели кромку загибают под прямым углом на величину, равную 2,5 диаметра проволоки. В полученный желоб закладывают проволоку и плотно прижимают ее, а свободный конец кромки подгибают к проволоке. Жесткость кромок изделий может быть достигнута также прокаткой роликами, создающей гофрированную поверхность кромки изделия.
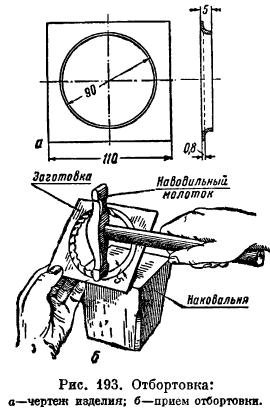
Отбортовка торцов производится для соединения двух полых цилиндрических деталей. Способ отбортовки торцов соединяемых деталей показан на рисунке 193.
Навивка пружин. Пружиной называют любую спираль или пластину, способную под действием внешней силы изменять свое первоначальное положение и восстанавливать его после прекращения действия этой силы.
По форме пружины разделяются на цилиндрические, конические и спиральные, а по характеру прилагаемого усилия — на пружины, работающие на сжатие, растяжение и скручивание.
Наиболее часто встречаются цилиндрические пружины, изготовленные из проволоки различных сечений. В условиях ремонтных мастерских пружины можно навивать на токарном и сверлильном станках или в тисках. Пружину навивают на цилиндрической оправке, диаметр которой должен быть несколько меньше требуемого внутреннего диаметра пружипы, так как после снятия с оправки пружина немного увеличивается в диаметре.
Процесс навивки пружины состоит в следующем. На конце оправки сверлят отверстие, диаметр которого несколько больше диаметра пружинной проволоки. Конец проволоки пропускают в просверленное отверстие оправки и надежно загибают под углом так, чтобы она не могла соскочить с оправки. Затем оправку со вставленной в ее отверстие проволокой зажимают в тисках между деревянными или медными прокладками, причем зажим должен быть таким, чтобы оправка могла туго проворачиваться в прокладках. Придерживая левой рукой проволоку, начинают правой рукой вращать оправку с помощью рукоятки. Концы навитой пружины заделывают в зависимости от того, для какого характера работы она предназначается.
Гнутье труб (рис. 194) выполняют двумя способами: в холодном или горячем состоянии. Основные правила при выполнении этой операции сводятся к следующему.

При гнутье нельзя допускать вмятин и уменьшения внутреннего диаметра трубы в месте изгиба. Все трубы в местах изгиба должны быть круглыми. Для получения правильных закруглений при изгибе необходимо, чтобы диаметр приспособления, вокруг которого гнут трубы, был в 3 раза больше диаметра изгибаемой трубы.
Если гнутье производится в холодном состоянии (холодным способом), то изгибаемые заготовки должны быть предварительно оттожжены. Отжиг труб из разных металлов ведут по-разному. Трубы из красной меди нагревают равномерно до появления темнокрасного цвета (700—800°) и быстро охлаждают в воде, после чего они приобретают большую вязкость. Латунные трубы нагревают до 700—750° и затем охлаждают на воздухе.
Алюминиевые трубы нагревают до темнокоричневого цвета (580°) и охлаждают на воздухе. При нагреве алюминиевых труб следует помнить, что температура плавления алюминия 657°, и поэтому надо быть очень осторожным, так как температура отжига его очень близка к температуре плавления.
Стальные трубы, чтобы они были более мягкими, нагревают до красного цвета (850—900°) и охлаждают на воздухе.
В горячем состоянии (с подогревом места изгиба) гнут трубы крупных размеров, например водопроводные, а мелкие трубки трубопроводов двигателей изгибают в холодном состоянии. Чтобы труба при изгибании не сминалась и не выпучивалась, а сохраняла одинаковое сечение в местах изгиба, ее заполняют расплавленной канифолью или мелким (просеянным через сито) сухим речным песком.
Медные и латунные трубки после их отжига заполняют расплавленной канифолью и после ее охлаждения приступают к гнутью.
Форма изгиба труб может быть самая разнообразная. На рисунке 194 показаны наиболее употребительные формы изгиба.

Гнутье труб производят в приспособлениях и по шаблону. Одно из простейших приспособлений для изгибания труб с помощью роликов показано на рисунке 195.
Трубки, заполненные канифолью (или песком), при изгибании дают ровный и правильный изгиб. По окончании гнутья канифоль (расплавленная) или песок удаляют, и трубка тщательно продувается воздушной струей от насоса или компрессора.
При ремонте или замене всякой трубы или трубки необходимо иметь в виду, что диаметр их был подобран конструктором машины не случайно, а исходя из определенных расчетов и практических данных при проектировании двигателя. Поэтому как при замене испорченной трубы, так и при ремонте ее необходимо следить за тем, чтобы диаметр внутреннего сечения был в точности выдержан. Особое внимание на это надо обращать при ремонте трубопровода, где недостаточно правильные приемы в работе легко могут уменьшить этот диаметр.
Подобные новости- Инструменты и оборудование для жестяницких работ
- Практика притирки изделий
- Материалы и инструменты, применяемые в процессе притирки изделий
- Понятие о притирке изделий
- Виды брака при шабровке
- Техника шабровки
- Заточка и доводка шаберов
- Инструменты для шабровки
- Механизация нарезания резьбы
- Приемы нарезания резьбы плашками