 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Приемы нарезания резьбы плашками
Процесс нарезания резьбы слесарными раздвижными плашками осуществляется следующим образом. Болт (заготовку) прочно закрепляют в тисках и смазывают маслом; затем на него накладывают клупп с платками, сжимают плашки так, чтобы они своей нарезкой несколько (на 0,2—0,4 мм) врезались в металл, и начинают вращать клупп в таком же порядке, как и вороток при работе метчиком, т. е. I—2 оборота вправо и полоборота влево.
Когда длина болта, подлежащая нарезке, будет пройдена плашками, их свертывают обратно на конец болта, затем несколько поджимают плашки винтом клуппа и проходят еще раз, и т. д. Полный профиль резьбы получается обычно за 3—4 прохода.
За первый проход плашками обычно срезают слой глубиной 0,4—0,5 мм, за второй — 0,3—0,4 мм, за третий — 0,1—0,2 мм и за последний — не более 0,1 мм.
В процессе нарезания резьбы плашками в обрабатываемом металле происходят такие же явления, что и при работе метчиком, то есть под действием осевого усилия плашек металл деформируется и диаметр резьбы несколько увеличивается, что особенно резко сказывается при нарезании резьбы в мягких и вязких металлах. В результате витки резьбы могут срываться.
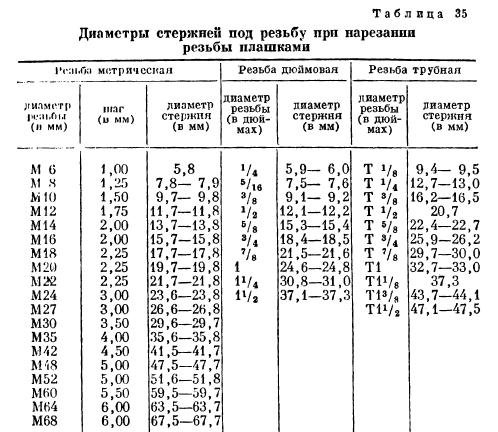
Поэтому, диаметр болта (заготовки под резьбу) надо брать на 0,2 глубины резьбы меньше наружного диаметра нарезаемой резьбы.
В таблице 35 приведены рекомендуемые диаметры стержней под резьбу, нарезаемую плашками.
Одно из главных условий правильной нарезки резьбы состоит в обеспечении захода плашек на нарезаемый стержень без перекоса, в противном случае резьба будет искажена, а зубцы плашки могут поломаться. Для этого необходимо верхний конец стержня закруглять или снимать фаску и прочно закреплять.
Чистота резьбы зависит от толщины срезаемой стружки: чем тоньше стружка, тем чище резьба. Поэтому при последних двух проходах надо снимать очень тонкий слой стружки (не более 0,1 мм). Кроме этого, чистота резьбы в значительной степени зависит от остроты лезвий на заборной части плашки. Чем острее эти лезвия, тем чище и точнее получается резьба.
При нарезании резьбы целыми плашками полный профиль резьбы получается с одного прохода. Чтобы получать чистую резьбу, необходимо иметь две целые плашки: первую изношенную (большего диаметра) как черновую, а вторую — нормального диаметра как чистовую для получения окончательных размеров резьбы. Разница в диаметре резьбы плашек черновой и чистовой должна составлять 0,2—0,3 глубины резьбы.
Охлаждение и смазка в процессе нарезания резьбы плашками применяются те же, что и при нарезании резьбы метчиками.
Заточка режущих кромок плашек производится на специальных заточных станках мелкими наждачными кругами диаметром от 4 мм с внутренним отверстием в 2—3 мм и длиной 6—15 мм. Наждачные круги закрепляют на стальной оправке гайкой или ставят на цемент. Число оборотов наждачного круга при заточке должно быть не менее 10000 в минуту.
Чем чаще производится заточка плашек, тем легче режут они и тем чище и точнее получается резьба.
Хранение метчиков и плашек. Аккуратное хранение резьбонарезных инструментов удлиняет срок их службы.
Основные правила хранения метчиков и плашек и ухода за ними сводятся к следующему:
1) метчики и плашки после работы ими необходимо протереть чистой сухой тряпкой и смазать тонким слоем машинного масла;
2) метчики следует хранить комплектами в деревянных брусках в специально высверленных для этой цели отверстиях (гнездах), а плашки — в твердых коробках (футлярах);
3) тщательно следить за режущей поверхностью метчиков и плашек с тем, чтобы при малейшем затуплении своевременно произвести заточку;
4) воротки и клуппы хранить в отдельных пирамидах.
Подобные новости