 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Нарезание наружной резьбы
Для нарезания наружной резьбы ручным способом применяют плашки, которые по своей конструкции подразделяются на раздвижные призматические и круглые.
Раздвижные призматические плашки (рис. 178,а) состоят из двух половинок — полуплашек; они вставляются в клупп и в процессе работы могут постепенно сближаться, что позволяет регулировать глубину нарезаемой резьбы.
Нa каждой полуплашке делают пазы и канавки. Пазы с углом в 120° служат для закрепления полуплашек в клуппе (такой же формы делаются направляющие в клуппе), а канавки предназначаются для образования режущих кромок и облегчения выхода стружки. Форму канавок лучше делать не с острыми углами, а слегка закругленными, тогда будет меньше случаев образования трещин при закалке плашек.

Изготовлять плашки можно из двух кусков стали марки У12, в которых применяют пазы по направляющим клуппа, затем обе половинки устанавливают в клупп с небольшой прокладкой и сверлят отверстие. Резьба в раздвижных плашках нарезается плашечными метчиками, диаметр которых должен быть на две глубины резьбы больше диаметра того болта, для нарезания которого предназначаются плашки. Это делается для того, чтобы нарезание происходило внутренними зубьями плашки.
Для облегчения процесса резания у плашек так же, как и у метчиков, делается конусная заборная часть, которая зенкуется на 2—3 нитки с обеих сторон плашки. Наличие заборной части на обеих сторонах позволяет нарезать резьбу любой стороной плашки. При работе раздвижные плашки устанавливаются в направляющие клуппа и поджимаются одна к другой через сухарь упорные винтом.
Размеры раздвижных плашек и сухарей к ним установлены стандартом.
Обычно раздвижными плашками нарезают резьбу на стержнях диаметром от 5 до 52 мм.
Изготовляются плашки комплектами по 4—5 пар в каждом. Толщина плашки берется из такого расчета, чтобы в ней поместилось не менее 7 ниток. Материалом для плашек служит углеродистая инструментальная сталь марки У10Aи У12А или легированная сталь марки 9ХС, X и ХГ.
После изготовления плашки закаливают на высокую твердость. Режущие кромки для получения чистой резьбы должны быть острыми без забоин.
Клупп. Для закрепления раздвижных плашек служат клуппы с косой рамкой (рис. 178, б). В рамке клуппа имеются направляющие с углом 120°, соответствующие пазам плашек.
Полуплашки поочередно вставляют в рамку клуппа, а в свободный промежуток между ними и упорным винтом, во избежание перекоса плашек, вкладывают сухарь, имеющий пазы, одинаковые с пазами плашек. Такое устройство позволяет правильно центрировать плашки и удерживать их в горизонтальном положении во время работы. Упорный винт служит для сближения плашек и установки их на определенный диаметр.
Размеры клуппа с косой рамкой для раздвижных слесарных плашек приняты по стандарту.
Круглые плашки, называемые также лерками, бывают двух видов: цельные и разрезные. Круглые плашки отличаются от раздвижных призматических тем, что нарезают резьбу за один проход.
Цельные плашки (рис. 179, а) предназначаются для получения резьбы вполне определенного диаметра, обладают большой жесткостью и дают чистую резьбу, но быстро изнашиваются. Разрезные плашки (рис. 179, б) имеют разрез, позволяющий незначительно изменять диаметр резьбы (в пределах 0,1—0,25 мм), но пониженная жесткость в результате прореза дает резьбу с недостаточно точным профилем.

По наружному виду цельные плашки могут быть круглыми, квадратными, шестигранными и упорными. Последние применяются для нарезания резьбы в упор до какого-либо выступа детали. Упорные плашки имеют переднюю конусную часть с углом конуса в 100°. В настоящее время разрезные плашки стандартизованы для метрической, дюймовой и трубной резьбы.
При работе вручную круглые плашки устанавливаются в специальном клуппе (рис. 179, в). Рамка этого клуппа имеет форму круглых плашек, которые укрепляются в нем при помощи винтов с коническими концами, входящими в углубление на боковой поверхности плашек.
Винтовальные доски предназначаются для нарезания вручную резьбы винтов диаметром до 6 мм (рис. 180).

Винтовальная доска отличается от остальных резьбонарезных инструментов тем, что ею можно нарезать резьбы различных диаметров. Этот инструмент представляет собой стальную пластинку из инструментальной стали с высверленными и нарезанными отверстиями; каждое из них служит для нарезания резьбы определенного диаметра. Каждое отверстие имеет две канавки, с помощью которых образуются режущие кромки. После окончательного изготовления винтовальную доску закаливают. В зависимости от количества отверстий, одной винтовальной доской можно нарезать до 15 различных диаметров. Для удлинения срока службы винтовальной доски в. ней делают по два нарезных отверстия одинакового диаметра. Если выйдет из строя одно отверстие, работают вторым.
Нарезание трубной резьбы. Внутреннюю резьбу на трубах нарезают метчиками, а наружную — клуппами.
Наиболее часто для нарезания наружной резьбы применяют трубный клупп с раздвижными плашками (рис. 181).
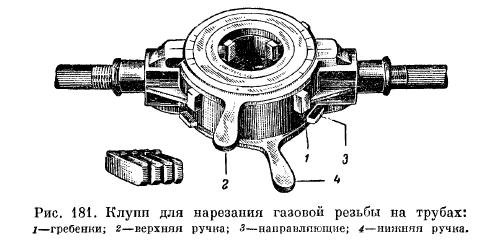
Tрубный клупп отличается от слесарного тем, что в прорезы его обоймы входят четыре стальные гребенки 1. Повертывапием верхней ручки 2 можно сближать или раздвигать гребенки и благодаря этому пользоваться одним и тем же клуппом для нарезки труб различных диаметров. Трубный клупп снабжается направляющими 3, которые регулируются, так же как и плашки, нижней ручкой 4; этим обеспечивают правильное положение клуппа на трубе при нарезании резьбы.
Слесарные плашки, винтовальные доски и гребенки для трубного клуппа изготовляют из инструментальной углеродистой стали марки У12. Твердость плашек на рабочей части (2—3 мм от наружного диаметра резьбы) должна быть в пределах 57—60 единиц по Роквеллу (шкала С). Наружный диаметр и торцы должны быть чисто отшлифованы или отполированы.
Прорез и стружечные отверстия должны быть чисто обработанными, гладкими, без заусенцев и других пороков, могущих задерживать стружки. Режущие кромки должны быть острыми, без завалов и задиров.
На торце плашки обычно наносят следующие обозначения: марку завода-изготовителя, поминальный диаметр и шаг резьбы, марку стали.
При приемке плашек проверяют их внешний вид, размеры, твердость и затем испытывают в работе.
Испытание плашек в работе заключается в следующем. Берут стержень из стали 40 (твердость 160-190 Нв) соответствующего диаметра и нарезают на нем резьбу (на длине не менее 30 диаметров резьбы плашек). При этом плашки должны легко нарезать эту резьбу без срезанных или сорванных витков (ниток), поверхность резьбы должна быть чистой, без рисок и местных задиров материала.
Во время испытаний не должно быть изломов и выкрашивания плашек. На режущих кромках не должно быть местных замятии и других пороков. После всех испытаний плашки должны сохранять свои режущие свойства.
Подобные новости