 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Нарезание внутренней резьбы
Внутреннюю резьбу, то есть резьбу в отверстиях, слесарь нарезает метчиками.
Метчик представляет собой стальной стержень с нарезанной на нем резьбой и продольными канавками; он состоит из рабочей части, хвоста и квадрата. Передняя коническая часть метчика является заборной, а задняя цилиндрическая — калибрующей. Резание производится конической — заборной частью; цилиндрическая часть его не режет и служит только для направления метчика, калибровки и зачистки нарезанной в отверстии резьбы. Стандартные наименования элементов метчиков приведены на рисунке 171.

Рабочей частью l метчика называется вся его нарезанная часть, участвующая непосредственно в работе нарезания резьбы.
Заборной частью l1 называется передняя конусная часть, которая первой входит в нарезаемое отверстие. Заборная часть метчика производит основную работу нарезания резьбы.
Калибрующей частью l2 называется резьбовая часть метчика, смежная с заборной частью. Калибрующая часть служит для направления при нарезании и для калибровки нарезанного отверстия.
Хвостом называется стержень, служащий для закрепления метчика в патроне или удержания его (при наличии квадрата) в воротке во время работы. Режущими перьями называются резьбовые, части метчика, не срезанные канавками.
Канавками называются углубления между режущими перьями, получающиеся путем удаления части металла. Канавки служат для образования режущих кромок и помещения стружек при нарезании резьбы.
Сердцевиной называется внутренняя часть тела метчика, измеряемая по диаметру окружности, касательной ко дну канавок метчика.
По направлению нарезания и направлению канавок метчики бывают с правой резьбой, с левой резьбой, с прямыми канавками, с винтовыми канавками (правыми и левыми).
У метчиков с правой резьбой резьба поднимается слева направо. При нарезании ими резьбы вращение производят по часовой стрелке. У метчиков с левой резьбой резьба поднимется справа налево. При нарезании ими резьбы вращения производят против часовой стрелки.
Метчики с прямыми канавками имеют канавки, расположенные параллельно оси метчика.
У метчиков с правыми канавками винтовые канавки поднимаются слева направо, а у метчиков с левыми канавками — справа налево.
В зависимости от назначения метчики подразделяются на следующие основные типы: слесарные, гаечные, машинные, плашечные и маточные, а также специальные раздвижные, гайконарезные с изогнутым хвостом и анкерные (прямые, ступенчатые и калибрующие).

Слесарные метчики для нарезания метрической и дюймовой резьб изготовляют комплектами, обычно из трех штук (рис. 172). Комплект метчиков состоит из чернового, который первым нарезает резьбу и снимает большой слой металла, среднего, который вторым производит нарезание резьбы, и чистового, который окончательно нарезает и калибрует резьбу.
Ho конструкции режущей части слесарные метчики подразделяют на цилиндрические и конические.
Цилиндрические метчики (рис. 173), входящие в комплект, имеют разные диаметры, причем полный профиль резьбы имеет только чистовой метчик. Конические метчик и, составляющие комплект, имеют одинаковый диаметр и полный профиль резьбы с различными длинами заборных частой.

Цилиндрическая конструкция применяется главным образом для нарезания резьбы в глухих отверстиях, а коническая — для нарезания резьбы в сквозных отверстиях.
Профиль метчиков цилиндрической конструкции неполный, так как вершины резьбы срезаны и поэтому наружные диаметры получаются неравными. Так, черновой метчик нарезает лишь 0,5 глубины резьбы, средний — 0,3, а на долю чистового, имеющего полный профиль резьбы, остается нарезать 0,2. Следовательно, наружный диаметр чернового метчика меньше чистового на величину глубины резьбы, а средний метчик имеет диаметр меньше чистового на 0,6 глубины резьбы.
Метчики конической конструкции применяются для нарезания точной резьбы. Распределение работы между тремя метчиками происходит неравномерно. Например, при нарезании резьбы в сквозных отверстиях основная работа резания приходится на долю чернового метчика, а средний и чистовой лишь калибруют резьбу, почти но снимая при этом стружки. При нарезании резьбы в глухих отверстиях вся работа резания приходится на долю чистового метчика, который при этом быстро изнашивается и теряет свою точность.
Успех нарезания резьбы метчиками зависит от правильного выбора угла резания, профиля канавок, количества их, длины заборной части и от диаметра отверстия, подготовленного под резьбу.
Угол резания выбирается в зависимости от обрабатываемого материала. При нарезании резьбы в вязких материалах угол берется равным 75°, в хрупких (чугун, бронза) — 90°.
Задний угол в слесарных метчиках делается для того, чтобы уменьшить трение и облегчить работу резания. При нарезании резьбы в вязких материалах величина заднего угла составляет 2—4°, а при нарезании твердых — 0—8°.
Профиль канавки метчика (рис. 174) выбирается так, чтобы получить желательный угол резания. Канавки должны быть вместительными для того, чтобы в них могла поместиться вся снимаемая при нарезании резьбы стружка. Обычно глубину канавки и ширину пера делают равными 1/4 наружного диаметра метчика.

Число канавок у различных типов метчиков может быть от 3 до 14. Чем меньше число канавок, тем емкость их больше и тем легче укладывается в них стружка, но при этом устойчивость метчика уменьшается. Большое число канавок делает метчик устойчивым в работе и дает большую точность резьбы, но при этом емкость канавок уменьшается; это затрудняет выход стружки, метчик труднее режет и сильно нагревается. Слесарные метчики обычно изготовляют с тремя или четырьмя канавками.
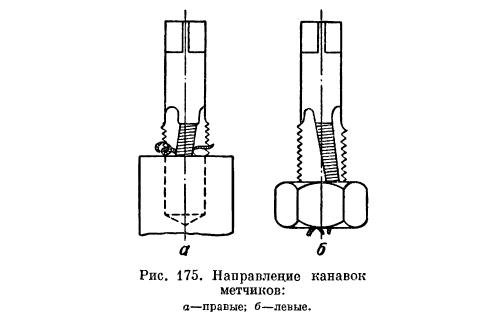
Канавки в слесарных метчиках чаще всего делают прямыми, но в массовом производстве для нарезания резьбы применяют метчики со спиральными канавками, с наклоном к оси от 15 до 30°. Для нарезания глухих отверстий спираль этих канавок делают правой, как у спиральных сверл, для того, чтобы стружка легко выходила вверх; для нарезания сквозных отверстий спираль делают левой с тем, чтобы стружка быстро выходила вниз (рис. 175).
В маточных метчиках (для нарезания резьбы в плашках) канавки делают с правой спиралью и наклоном ее к оси 10—15°.
Длина заборной части у слесарных метчиков зависит от величины шага резьбы и составляет:

Материалом для изготовления слесарных метчиков служит инструментальная углеродистая сталь марки У10—У12.
Твердость после закалки рабочей части метчика должна быть в пределах 58—62, а твердость квадрата 30—40 единиц по Роквеллу.
Подобные новости