 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Гидрометаллургический способ переработки цинка
В основе способа лежат два процесса: растворение окиси цинка в разбавленной серной кислоте: ZnO + H2SO4 = ZnSO4 + H2O и осаждение (электпоэкстракция) цинка из раствора сульфата постоянным током: ZnSO4 + H2O = Zn + Н2SO4 + 1/2О2.
Следует сразу обратить внимание на образование серной кислоты на второй стадии процесса Полученный раствор кислоты можно снова использовать для растворения окиси цинка, возместив потери кислоты- Очевидно, что для получения окиси цинка сульфидный концентрат надо обжечь: 2ZnS + 3O2 = 2ZnO + 2SO2. Таким образом, кажется, что гидрометаллургическое производство состоит из трех стадий: обжиг — выщелачивание — электролиз.
В действительности дело обстоит много сложнее: из обжиговых газов получают серную кислоту, предварительно очистив от пыли. Окись цинка не удается растворить достаточно полно и надо перерабатывать остаток от операции выщелачивания, а раствор сульфата цинка отделять от остатка, кроме того, его необходимо очищать от примесей. Полученные отходы перерабатывают, извлекая кадмий, индий, таллий и наконец, осадок (листы) электролитного цинка переплавляют в слитки. Ниже будут рассмотрены основные из этих переделов.
Складирование концентратов
Цинковые заводы имеют склады размерами: длина примерно 70—80 м при ширине около 20 м. По всей длине складов проходит железнодорожный путь, а справа и слева от него имеются траншеи. На складе работают 2—3 крана с захватами и крюками, имеется сушильный барабан с топкой и циклонами. Склады отапливаются. Ворота склада имеют воздушную защиту.
Концентраты поступают на заводы в металлических контейнерах на железнодорожных платформах. Зимой контейнеры с помощью крана ставят в колодцы, обогреваемые паром или электроэнергией, для размораживания, а потом переносят их и опрокидывают тоже краном в соответствующем отсеке склада, где концентрат окончательно размораживается. Из отсеков концентрат забирают краном с захватом, дозируют в случае необходимости подсушивают, пропускают через дезинтегратор и по ленточным транспортерам пои влажности 7—9% направляют в бункера обжиговых печей.
Обжиг перед выщелачиванием
Обжиг имеет следующие задачи: максимальный перевод цинка в соединения, растворимые в слабых растворах серной кислоты (главным образом ZnO); получение газов, пригодных для производства серной кислоты.
Любые агрегаты для обжига должны быть оборудованы устройствами для улавливания ценной пыли. Обычно используют последовательно циклоны (1—2 ступени) и затем электрофильтры. Ранее на цинковых заводах широко применяли обжиг в многоподовых печах с механическим перегребанием при 600—750° С. Ho он имел серьезные недостатки: низкую производительность, малую концентрацию SO2 в обжиговых газах, тяжелые условия работы при проведении мелких горячих ремонтов. Многоподовые печи приходилось отапливать. Поэтому еще в начале 30-х годов на ряде заводов начали многоподовые печи переделывать под обжиг во взвешенном состоянии, а с 1952—1954 гг. — для обжига в КС, обжиг в многоподовых печах был прекращен.
В настоящее время обжиг цинковых концентратов во взвешенном состоянии еще применяют на 3—4 старых заводах. При этом производительность стандартных семиподовых печей после переделки примерно утраивается. Однако обжиг во взвешенном состоянии тоже имел недостатки: высокая стоимость установок, необходимость сушки и доизмельчения концентрата и по-прежнему сложное устройство печи. В настоящее время практически все цинковые заводы завершили переход на обжиг концентратов в автоматически управляемом кипящем слое, для чего были реконструированы стандартные многоподовые печи с большим упрощением конструкции; убраны все поды, центральный вал с гребкодержателями и гребками, заделаны окна, сняты дверцы. После реконструкции печи имеют внутренний диаметр 6,5 м, площадь пода 35 м2, высоту рабочей камеры 8—10 м. Число воздушных сопел 30—50 штук на 1 м2 пода при числе воздушных струй (число отверстий в соплах) до 1700 на 1 м2 и площади этих отверстий 0,7 1,0% от площади подины. Производительность печей КС составляет по концентрату около 180 т/сут при удельной нагрузке по сухому концентрату — 5,0 т/(м2-сут). Если считать на объем печи, это в 3—4 раза больше прежней. При влажности 8—9% концентрат хорошо обжигается в КС, достаточно сыпуч, не зависает в бункерах, не нарушает работу автоматических устройств. Если в печь подать дутье, обогащенное кислородом, то их производительность увеличивается до 270—300 т/сут. Намечено сооружение печей диаметром 14—15 м, производительностью на воздушном дутье 500—600 т концентрата в сутки.
Химизм обжига цинковых концентратов. Для процессов обжига характерны следующие основные реакции
2ZnS + 3О2 = 2ZnO + 2SO2 + 893 кДж/моль,
2FeS2 + 3,5О2 = Fe2O3 + 4SO2 + 1680 кДж моль.
2FeS2 + 3,5О2 = Fe2O3 + 4SO2 + 1680 кДж моль.
Эти две реакции обеспечивают протекание обжига без затраты топлива. Остаток сульфидной серы составляет 0,2—0,3%.
Примерно 70% (не менее) железа вступает в реакцию с ZnO:Fe2O3 ZnO = ZnO*Fe2O3, образуя феррит цинка, который не растворяется в 3—6%-ной серной кислоте.
Образование силикатов при обжиге в КС (950° С) протекает минимум на 60% (в некоторых случаях 90% SiO3 вступало в реакцию) Образование неустойчивых силикатов мало влияет на растворение цинка, но ухудшает сгущение и фильтрацию. Силикаты цинка образуются (2ZnO + SiO2 = Zn2SiO4) в большей степени в присутствии свинца. Образование сульфата цинка происходит по следующим реакциям:
ZnS + 2О2 = ZnSO4 + 777 кДж моль;
ZnO + SO3 = ZnSO4 + 232 кДж/моль.
ZnO + SO3 = ZnSO4 + 232 кДж/моль.
Данные о составе печных газов приводят к выводу о возможности существования сульфата цинка при температуре, близкой к 900° С. Основные сутьфаты, возможно, образуются даже при 930—950° С, хотя и в незначительных количествах. Высокое содержание сульфатной серы наблюдается в пылях газоходов и электрофильтров. Присутствие некоторого количества ZnSO4 в огарке и пыли полезно для гидрометаллургического процесса (компенсация потерь H2SO4).
В условиях обжига КС при 950° С мышьяк, сурьма, германий, индий и галлий практически полностью остаются в огарке. Свинец возгоняется в пыль до 20%, кадмий — до 50%, таллий — на 80—90%. Выход огарка и пылей в процентах от массы концентрата зависит в основном от содержания в нем серы: чем оно ниже, тем больше выход. Типичный выход 85—86%.
Распределение продуктов обжига составляет, %от концентрата: 45—60 огарок из слоя, 20—35 пыль циклонов, 1—2 пыль газоходов, 3—4 пыль электрофильтров.
Режим обжига. Обычно кипение слоя загруженной на подину печи шихты (практически это огарок) начинается, когда скорость подачи воздуха, считая на все сечение печи, достигнет 10—12 см с. По условиям устойчивой работы слоя его высоту выбирают в пределах 0,8—1,2м. Высота кипящего слоя Hк почти в два раза выше, чем спокойно лежащего слоя H. того же материала. Отношение высот HкHс называется раздуванием слоя. Оно увеличивается с увеличением скорости подачи дутья. Для пуска печи на каждый 1 м2 подины загружают около 1 т огарка и при слабом кипении разогревают слой горенками (газ, мазут). При температуре 800—850° С начинают загрузку концентрата, а горелки отключают От горения концентрата выделяется много тепла и обжиг далее идет автогенно. Обычно с целью получения нужного для сернокислотного производства 6—8%-ного SO2 подачу воздуха ограничивают и вдувают его только в 1,15—1,25 раза больше теоретически необходимого на полное окисление сульфидов концентрата. Ho при этом выделяемого реакциями окисления тепла оказывается достаточно для повышения температуры слоя до 1200° С и выше, а при такой высокой температуре шихта печи будет частично оплавляться и укрупняться, что помешает успешно провести выщелачивание. Чтобы обеспечить получение мелкого огарка, богатого сернистого газа, полное окисление сульфидов, а также высокую производительность печи, слой нужно охлаждать. Для этого в слой вводят по расчету трубчатые холодильники и поддерживают температуру в нем на уровне 960—980° С.
Подачу в печь концентрата, воздуха и воды в холодильники регулируют автоматы. Холодильники могут работать в испарительном режиме Давление воздуха, подаваемого в печь в описанных условиях, составляет 25—30 кПа. Часто на 1 кг концентрата подают 2 м3 воздуха. Над слоем в печи поддерживают небольшое разряжение. Огарок из печи разгружается (вытекает) через порог. Газы сразу после выхода из печи попадают в охлаждаемый стояк и затем в циклоны и электрофильтр Важнейшим качественным показателем работы печи считают перевод цинка в растворимую в серной кислоте форму. Как правило, доля растворимого цинка составляет 88—92%. Кроме того, в продуктах обжига (после смешивания) определяют серу сульфидную Ss (нормально 0,3%) и серу сульфатную SSO4 (нормально 3%).
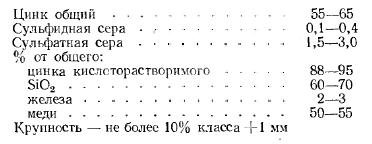
Характеристика огарка. Цинк в огарке находится в виде следующих соединений; сульфид ZnS, сульфат ZnSO4, феррит ZnO*Fe2O3, окись и силикат (ZnO и Zn2SiO4). Различают еще «формы цинка»: водорастворимый (в основном сульфат), кислоторастворимый (окись и силикат) при концентрации кислоты 100 г/л. Характеристика качества смеси продуктов обжига приведена ниже, %:
Обожженный концентрат (объемная масса 2 т/м3) перед выщелачиванием охлаждают и классифицируют. Крупные фракции измельчают. Для транспорта огарка применяют гидравлический транспорт, пневмотраспорт и трубчатые транспортеры. На отечественных заводах, применяющих гидравлический транспорт и мокрую классификацию, предварительного охлаждения огарка нет. Отечественные и зарубежные заводы для классификации огарка применяют вибросита или аэросепараторы. В результате на выщелачивание направляется лишь фракция минус 0,1 — 0,15 мм. Более крупные частицы и комки поступают на доизмельчение. Длительность выщелачивания мелкого окарка почти вдвое меньше, а извлечение цинка из него выше. Классификация и доизмельчение огарка устраняет забивание и поломки аппаратуры Холодный классифицированный огарок удобен для пневмотранспорта и его можно дозировать с помощью вагон-весов.
Выщелачивание огарка. Цель выщелачивания растворение соединений цинка, находящихся в огарке:
ZnO + H2SO4 = ZnSO4 + H2O + 113 кДж;
ZnSO4 + H2O —> ZnSО4aq + 77 кДж;
Zn2SiO4 + 2H2SО4 = 2ZnSО4 + H4SiO4 + 140 кДж;
PbSiO3 + H2SO4 = PbSO4 + H2SiO3;
MeO + H2SO4 = MeSO4 + H2O,
ZnSO4 + H2O —> ZnSО4aq + 77 кДж;
Zn2SiO4 + 2H2SО4 = 2ZnSО4 + H4SiO4 + 140 кДж;
PbSiO3 + H2SO4 = PbSO4 + H2SiO3;
MeO + H2SO4 = MeSO4 + H2O,
где Me — Co, Cu, Cd, Ki, As и редкие металлы. Обычно в раствор удается перевести 90—85% цинка, считая цинк в огарке за 100.
Из приведенных реакций существенное значение для теплового баланса операции выщелачивания имеет растворение окиси цинка и гидратация сульфата. При выщелачивании раствором серной кислоты концентрацией 200—220 г/л раствор вскипает. Нормально температура раствора колеблется около 65—75° С. Выщелачивание ведут в пневматических мешалках или в чанах с механическим перемешиванием, имеющих объем 50—100 м3. В первом случае циркуляцию пульпы снизу вверх создают подачей воздуха в центральную трубу снизу; во втором вращающийся в центральной трубе пропеллер создает движение пульпы сверху вниз. Недостаток пневматического аппарата — охлаждение пульпы вдуваемым воздухом вследствие усиленного парообразования.
В мировой и отечественной практике применяют в основном два способа (схемы) выщелачивания, непрерывное и периодическое. Каждый из них можно осуществлять с разным числом стадий выщелачивания: от одной до двух. Последние годы часто применяют одностадийное выщелачивание.
При одностадийном выщелачивании огарок обрабатывают отработанным электролитом с добавкой небольшого количества промывных растворов Вначале производят кислое выщелачивание, снижая кислотность от 120—160 до 3—10 г/л. Далее, после нейтрализации остаточной кислотности огарком осаждают железо, мышьяк, индий, германий. Пульпу сгущают в сгустителях. Осадок фильтруют и промывают, раствор передают на очистку от оставшихся примесей. Извлечение цинка в раствор при одностадийном выщелачивании снижается до 76—80%, т. е. на 6—4%. При двухстадийном выщелачивании первую стадию проводят до нейтрализации кислоты (нейтральное выщелачивание) раствором, полученным на второй стадии. Во второй стадии сгущенную нейтральную пульпу обрабатывают отработанным кислым электролитом (кислое выщелачивание). Стандартная схема выщелачивания предусматривает применение для выщелачивания отработанного электролита кислотностью 120—160 г/л. Остатки от выщелачивания кека в дальнейшем поступают на переработку гидрометаллургическим высокотемпературным процессом или на вельцевание, откуда цинк возвращается в основной передел.
При выборе способа выщелачивания большое влияние имеет содержание кремнезема. Кремнезем переходит в раствор в результате реакций серной кислоты с силикатами свинца и цинка. Растворы, содержащие кремниевые кислоты, становятся вязкими и твердые частицы, оставшиеся после выщелачивания, из них выпадают медленнее, чем из чистых. Кроме того, кремневые кислоты загрубляют фильтровальные ткани и этим снижают скорость фильтрации. Во избежание расстройства процесса сгущения и фильтрации принимают следующие меры: нейтральное выщелачивание ведут при избытке огарка, достаточном для доведения pH до 5,1—5,3, что обусловливает коагуляцию кремнезема, контроль pH — автоматический; нагревают пульпу до 70—80° С; применяют для лучшего осветления полиакриламид (сепаран) — до 70 г/м3, работу сгустителей автоматизируют.
При этом практически полностью выпадают в осадок трехвалентные железо, алюминий, галлий, индий, таллий, так как pH образования осадков гидратов этих металлов 3—4. He выпадают двухвалентные кобальт, никель, железо, кадмий, марганец, так как pH образования их гидратов больше 7,0 Частично (с 2—2,5 до примерно 0,5—1 г/л) осаждается медь. Одновременно с железом при отношении Fe : As 20—6,0 выпадают в осадок германий, мышьяк, сурьма и кремнезем. Остаточные концентрации мышьяка (исходная 200—300 мг/л) и сурьмы не превышают 0,5—1,0 мг/л, кремнезема 0.2—0,3 г/л Германий осаждается количественно при pH > 2. Коагуляция кремнезема заканчивается в сгустителях.
Нижний слив нейтральных сгустителей направляют на двойную промывку — фильтрацию, затем подсушивают и передают в цех пылей и окислов на вальцевание. Новой в металлургии цинка является противоточная промывка кеков в сгустителях. Главными продуктами передела выщелачивания являются цинковые кеки и цинковый раствор. Основные показатели передела выщелачивания цинкового огарка приведены ниже:
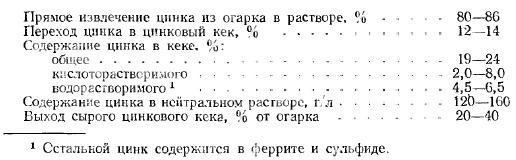
Все эти показатели зависят от состава перерабатываемых концентратов. При хорошо организованном замкнутом цикле колебания их незначительны.
Очистка растворов. В целях обеспечения нормального протекания процесса электролиза цинка растворы, получаемые при выщелачивании огарка подлежат очистке от примесей. Действие примесей на ход электролиза различно. Некоторые из них снижают выход по току (медь, кобальт, никель, сурьма, мышьяк, германий), другие повышают сопротивление электролита (натрий, калий, магний, алюминий), третьи вызывают коррозию анодов (хлор). Кадмий, индий и галлий удаляют как ценные металлы. Все электроположительные примеси, кроме того, загрязняют осадок катодного цинка. Фтор способствует срастанию осадка цинка с алюминиевым катодом. Примеси в зависимости от способа очистки от них условно можно разделить на следующие группы: 1) железо, алюминий, медь, мышьяк, сурьма, кремнезем, германий, индий и галлий; 2) медь, кадмий, кобальт, никель и таллий; 3) хлор, фтор (кобальт и никель); 4) калий, натрий, магний и марганец. Примеси, указанные в первой группе, могут быть удалены из раствора гидролизом, соосаждением, адсорбцией или коагуляцией еще на стадии нейтрального выщелачивания Медь гидролизом осаждается частично. Примеси второй группы отделяют в результате электрохимического вытеснения более отрицательными металлами. Кобальт и никель осаждают этим путем в присутствии соединений мышьяка (в России не принято) или сурьмы. Примеси третьей группы удаляют методами химической очистки с образованием соединений, не растворимых в водных растворах, а примеси четвертой группы — при выводе части раствора из цикла циркуляции. Обычно при этом получают выпариванием в аппаратах КС сульфат цинка. Степень осаждения примесей, удаляемых гидролизом, зависит также от концентрации данного катиона в растворе (табл. 34).
Следовательно, в присутствии избытка огарка pH цинкового раствора можно довести до 5 2—5,5.

Для полноты осаждения железа (поскольку часть его находится в закисной форме и осаждается при pH = 8,5) его предварительно окисляют, В условиях выщелачивания огарка железо осаждают в виде основных сульфатов или гидрата. Главный способ окисления закисного железа — окисление марганцевым (пиролюзитовым) концентратом: 2FeSО4 + MnO2 + 2H2SO4 = Fe2 (SO4)3 + MnSO4 + 2H2O. Реакция протекает в течение 25—30 мин в кислой среде при 5—8 г л H2SO4 (не менее) в отдельном окислительном чане (мешалке). Алюминий ведег себя аналогично трехвалентному железу. Гидролиз меди протекает по суммарной реакции CuSO4 + H2O = Cu (OH)2 + H2SO4, которая обычно не заканчивается, так как pH раствора < 6.
Метод цементации (электрохимического вытеснения более отрицательными металлами) используют для очистки цинкового раствора от меди, кадмия и ряда других металлов (таллия и др.) Обычно с этой целью применяют цинковую пыль крупностью 0,054—0,074 мм. Очистка ведется в механических мешалках при автоматическом контроле чистоты раствора и автоматической дозировке цинковой пыли в одну или две стадии. Установки оборудованы указывающими остаточную концентрацию кадмия приборами. Расход цинковой пыли на осаждение меди и кадмия в 2 раза выше теоретического. После реакций:
CuSO4 + Zn = ZnSO4 + Cu;
CdSO4 + Zn = ZnSO4 + Cd,
CdSO4 + Zn = ZnSO4 + Cd,
остаточное содержание составляет, мг/л: 0,1—0,2 Cu; 1—2 Cd и > 1 Co. Осадки меди и кадмия фильтруют на фильтрпрессах и кек поступает в кадмиевый цех на извлечение меди, кадмия и таллия.
Во время операции цементации следует принимать меры предосторожности против отравления мышьяковистым водородом (арсином). Попутно выделяющийся при проведении этой операции водород взрывоопасен. Около аппаратов нельзя допускать искрения от ударов инструмента, замыкания электрических проводов, зажигать огонь
Медно-кадмиевый осадок содержит, %: 8—12 Cd, 10—20 Cu и 35—40 Zn, остальное — остаток (взвесь) от выщелачивания. Качество медно-кадмиевых кеков можно значительно улучшить, применяя фильтрацию слива сгустителей и предварительное осаждение меди, кроме того, фильтрация заметно снижает расход цинковой пыли. Вместе с медью, добавляя активирующие добавки, выделяют кобальт и никель.
На отечественных заводах в качестве активизирующей добавки для осаждения кобальта применяют ортосульфоантимонат натрия (соль Шлиппе) при температуре 50—60° С. Такая операция продолжается примерно 1 ч, в результате остаточная концентрация кобальта в растворе доводится до 1,0—2,0 мг/л. Далее кобальт выделяют в кадмиевом цехе ксантогенатом. После растворения медно-кадмиевого осадка в серной кислоте в присутствии ионов меди (концентрацию которых поддерживают около 20—40 мг/л)
CoSO4 + CuSO4 + 4С2Н5 — CS2 — Na = CO(C2H5CS2)3 + CuC2H5CS2 + 2Na2SО4.
Очистку ведут в чанах с механическим перемешиванием при 40—50° С в течение 2 ч. Остаточное содержание кобальта в очищенном растворе находится в пределах 1—2 мг/л. Расход ксантогената составляет 15—20 кг на 1 кг суммы Co + Ki. Совместно с кобальтом частично осаждаются кадмий и медь.
Очистка от ионов хлора (допустимое содержание его 100— 150 мг/л) на отечественных заводах ведется цементной медью. Главная реакция очистки от хлора Cu + CuCl2 + 2СuСl. Весь цикл занимает около 5 ч.
Удовлетворительных методов очистки растворов от ионов фтора нет. Иногда последний осаждают окисью кальция в виде CaF2, но при этом не менее 20 мг/л фтора остается в растворе.
В нейтральном очищенном растворе при 120—160 г/л Zn допускают следующее содержание примесей, мг/л: 0,1—0,2 Cu, 30—40 Fe, 1—3 Co. I—2 Ni, 1—3Cd, 0,05 Ge по 0,1 As и Sb 150—250 Cl. Марганца бывает 5—6 г/л, кремнезема 0,15—0,3 г/л.
Подобные новости- Понятие о пирометаллургическом способе переработки цинка
- Основные сведения о металлургии цинка
- Электролитическое рафинирование свинца
- Рафинирование чернового свинца
- Переработка шлаков шахтной плавки свинца
- Понятие о реакционных методах выплавки свинца
- Шахтная плавка свинца
- Агломерирующий обжиг сульфидов свинца
- Подготовка шихты для получения свинца
- Основные сведения о металлургии свинца