 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте


Монтаж нагнетательного трубопровода
Нагнетательные трубопроводы служат для подачи бурового раствора от насосов в скважину при бурении или промывках.
Для целей глубокого бурения рациональная схема обвязки буровых насосов должна отвечать следующим основным требованиям:
• увеличению коэффициента наполнения буровых насосов;
• возможности включения в параллельную работу всех насосов или каждого из них в отдельности;
• полной безопасности для обслуживающего персонала;
• уменьшению гидравлических потерь в трубопроводах обвязки;
• снижению уровня вибрации до требования государственных стандартов;
• отводу промывочной жидкости в мерные емкости цементировочных агрегатов;
• отводу промывочной жидкости для привода гидроперемешивателей, расположенных во всех емкостях ЦС;
• отводу технической воды по каналам обвязки для приготовления бурового раствора через гидросмесители (гидроворонки);
• контролю параметров промывочной жидкост;
• доливу в скважину промывочного раствора:
• сбросу бурового раствора в емкость ЦС при пуске, при остановке насосов и в случае необходимости при срабатывании предохранительного клапана.
В связи с тем что количество буровых насосов, устанавливаемых на буровых, и их обвязка зависят от геологических условий проводки скважин, но всех нефтедобывающих регионах имеются свои схемы обвязок буровых насосов с учетом этих условий.
Для районов Башкирии, Татарии. Удмуртии и других, где бурение скважин ведется в неосложненных геологических условиях на сравнительно небольшие глубины (до 2500 м) турбинным способом с промывкой забоя технической водой с промывочной жидкостью небольшой плотности и вязкости, ВНИИ ГБ рекомендована установка двух насосов с несложной обвязкой (рис. 13.3).
От блока пневмокомпенсатора (ПК40 или ПК70) участком нагнетательной линии плавного изгиба буровой насос соединяется с горизонтальным участком, называемым «торпедой», закрепленной на блок-основаниях насосов при помощи быстроразъемных соединений или жестко, если «торпеда» имеет монтажный разъем между насосными блоками,
На участке плавного изгиба сверху вертикально или под углом от вертикали в ту или другую сторону, не превышая 30°, монтируется предохранительный клапан с диафрагмой постоянной толщины (рис. 13.4) или КП-250 (рис. 13.5).
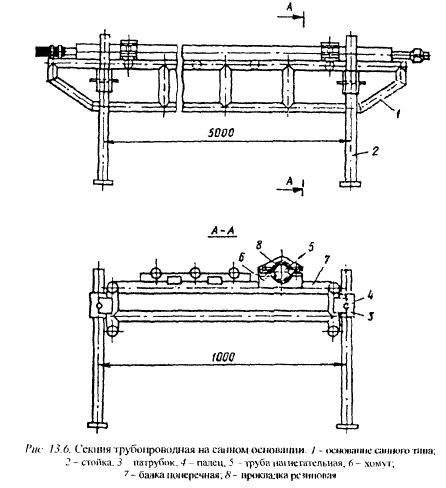
Горизонтальные участки нагнетательных трубопроводов формируются в секции на санном основании (рис. 13.6) и могут иметь различную длину (обычно не более 8 м).
Соединение секций может осуществляться при помощи фланцев (рис. 13.7), быстроразъемных соединений (рис. 13.8, а и б), шарнирного хомута (рис. 13.9) или резьбовой накидной гайки (рис. 13.10).
Кроме крепления секций к санным основаниям нагнетательный трубопровод может крепиться хомутами к специальным забетонированным стойкам.




Своеобразие условий работы нагнетательного трубопровода, по которому нагнетается буровой раствор, заключается в том, что возникающая при работе поршневых насосов пульсация давления приводит к возникновению значительной вибрации. В зависимости от класса и шифра буровой установки в той или иной степени эта вибрация передается на вышку, подвышенное основание и оказывает вредное воздействие на членов буровой вахты. Для снижения передачи вибрации на вышку и рабочую площадку буровой необходимо устанавливать виброизолирующий хомут (рис. 13.11); схема крепления нагнетательного трубопровода при помощи виброизолирующих хомутов приведена на рис. 13.12. Потребность в виброизолирующих хомутах определяется протяженностью нагнетательного трубопровода (интервал установки 4...6 м).
Виброизолирующие хомуты просты и надежны по конструкции; имеют малые габариты и массу (не более 10 кг); обладают автономностью конструкции (выход из строя хомута не влечет остановки технологического процесса); имеют длительный межремонтный период.

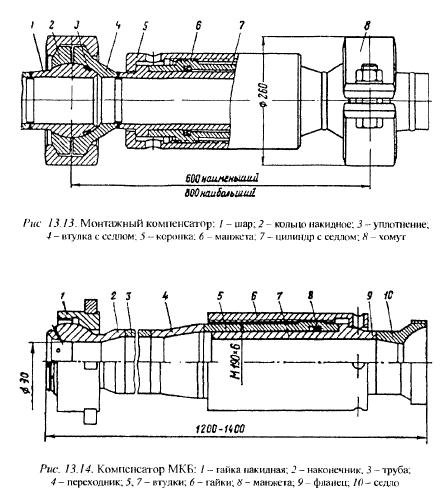
Для упрощения монтажа нагнетательных трубопроводов между отдельными блоками применяют монтажные компенсаторы (рис. 13.13 и 13.14), обеспечивающие угловое смещение оси трубопровода до 10° и линейное перемещение до 200 м.
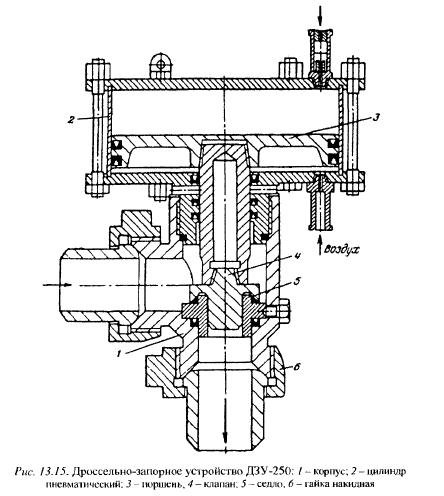
При монтаже общего для всех насосов нагнетательного трубопровода («торпеды») в его конце устанавливают одну пусковую задвижку - дроссельно-запорное устройство ДЗУ-250 с дистанционным управлением (рис. 13.15).
Горизонтальная часть нагнетательного трубопровода монтируется прямолинейной с уклоном в сторону насосов для возможного слива раствора из труб самотеком при остановках.
Согласно ПБ 03-585-03 «Правила устройства и безопасной эксплуатации технологических трубопроводов» уклон нагнетательного трубопровода следует принимать не менее 0,002 (2 мм на 1000 мм длины).
Нагнетательные трубопроводы изготовляют в заводских условиях при комплектации буровой установки и в промысловых условиях при их ремонте и замене. Ранее допускалось изготовление нагнетательных трубопроводов в полевых условиях из бурильных труб группы прочности Д или Е диаметром 127 или 140 мм с толщиной стенки 10...11 мм. В настоящее время ПБ 03-108-96 п. 3.3 устанавливает требования к материалам, применяемым для трубопроводов высокого давления, и обязывает п. 3.3.1 для изготовления, монтажа п ремонта стальных трубопроводов на давление свыше 10 МПа (100 кгс/см2) до 320 МПа (3200 кгс/см2) и температуру от -50 до -540 °С применять стандартные материалы (ПБ 03-576-03. табл. 2).
Таким образом, для изготовления нагнетательных трубопроводов буровых установок следует применять трубы:
1. ТУ 14-3-460-75. Трубы стальные бесшовные для паровых котлов и трубопроводов из стали марки 20 ГОСТ 1050 для рабочих условий с температурой стенки от 30 до +475 °С и давлением не более 32 МПа (320 кгс/см2).
2. ТУ 14-3-1128-82. Трубы стальные бесшовные горячедеформированные для газопроводов газлифтных систем и обустройства газовых месторождений из стали марки 09Г2С ГОСТ 19281-89 для рабочих условий с температурой стенки от -60 до +475 °С и давлением не более 63 МПа (630 кгс/см2).
3. ТУ 14-3-433-78. Трубы бесшовные стальные для установок высокого давления химических и нефтехимических производств из стали марки 14ХГС для рабочих условий с температурой стенки от 50 до +370 °С и давлением не более 63 МПа (630 кгс/см2).
Прокладка нагнетательных трубопроводов должна обеспечивать:
а) возможность использования подъемно-транспортных средств и непосредственного наблюдения за техническим состоянием;
б) безопасность и надежность эксплуатации в пределах нормативного срока;
в) разбивку на технологические узлы и блоки с учетом производства монтажных и ремонтных работ индустриальными методами с применением средств механизации;
г) предотвращение образования ледяных и других пробок в трубопроводе;
д) исключение провисания и образования застойных зон.
Все сварные соединения должны выполняться аттестованными сварщиками с выполнением технических условий и простановкой присвоенного ему номера рядом со сварочным швом на косынках; стыковка труб должна производиться с V-образной разделкой фасок с притуплением 2 мм по толщине стенки. При сборке трубопроводов под сварку не допускается нагрузка на сварочный стык до его полного остывания. Для сборки нагнетательных трубопроводов не разрешается использовать загрязненные, поврежденные коррозией и деформированные трубы.
При сборке фланцевых соединений необходимо выполнить следующие требования:
• гайки болтов должны быть расположены с одной стороны фланцевого соединения;
• высота выступающих над гайками концов болтов и шпилек должна быть не менее 1 и не более 3 шагов резьбы;
• гайки соединений с мягкими прокладками затягивают способом крестообразного обхода, а с металлическими прокладками - способом кругового обхода;
• болты и шпильки соединений трубопроводов должны быть смазаны в соответствии с требованиями рабочей документации; мягкие прокладки натираются с обеих сторон сухим графитом (смазывание другими веществами запрещается);
• диаметр отверстия прокладки не должен быть меньше внутреннего диаметра трубы и должен соответствовать внутреннему диаметру уплотнительной поверхности фланца;
• не допускается выравнивание перекосов фланцевых соединений натяжением болтов (шпилек), а также применением клиновых прокладок;
• не допускается установка шайб между фланцами и гайками;
• при навернутом фланце резьбовая часть присоединительного конца трубы должна выступать от торца фланца на один шаг резьбы.
Величина усилий затяжки шпилек, кН, также регламентированы для диаметров условного прохода трубопровода, мм, при условном давлении, МПа (ктс/см2):

При сборке трубопровода смещение кромок по наружному диаметру не должно превышать 30 % толщины тонкостенной трубы, но не более 5 мм; при этом плавный переход от трубы с большей толщиной стенки к трубе с меньшей толщиной обеспечивается за счет наклонного расположения поверхности сварного шва; если смещение кромок превышает допустимое значение, то необходимо проточить конец трубы с большим наружным диаметром под углом не более 15°.
Смещение кромок по внутреннему диаметру не должно превышать 0.10S (от номинальной толщины стенки трубопровода при условном давлении Ру свыше 10(100) до 320 МПа (320 кгс/см2)), но не более 1 мм; при превышении этого значения необходима проточка конца грубы с меньшим внутренним диаметром под углом не более 15° или нужно применить патрубок-переходник (рис. 13.16).

Категорически запрещается установка заплат на всякого рода нарушения в геле нагнетательного трубопровода; дефектные места удаляются вырезанием части трубы; участки трубы, имеющие трещины, также подлежат вырезке, заварка их запрещается.
Для сварки нагнетательных трубопроводов должны быть созданы благоприятные условия (настил, зонт, завеса от дождя, ветра и т. п.); рабочее место на всем протяжении с наветренной стороны должно быть ограждено щитами высотой 2,5 м. или в этом месте должны быль прекращены другие работы.
Сварочные работы должны производиться при температуре не ниже +10 °С: при более низкой температуре сварка производится с подогревом стыка до 150...200 °С на расстоянии до 100 мм с каждой стороны.
Монтаж вертикального нагнетательного трубопровода (стояка) производится в соответствии с требованиями чертежей завода-изготовителя. На участке нагнетательного трубопровода после выхода с вышечного блока допускается применение бурового рукава ?76 мм на 30 МПа, который обматывается мягким стальным канатом диаметром не менее 12,5 мм с петлями через каждые 1,0...1,5 м по всей длине, концы которого закрепляются за фланцем или БРС двойным узлом с каждой стороны.
Для отбраковки нагнетательного трубопровода один раз в год производят толщинометрию стенок; остаточная толщина стенки должна быть не менее 0,8S (первоначальной).
Подобные новости- Монтаж насосного блока, буровых насосов и их приводов
- Предмонтажная проверка насосного блока, буровых насосов и их приводов
- Применяемость буровых насосов
- Центрирование оборудования
- Монтаж буровой лебедки и привода спуско-подъемного агрегата
- Предмонтажная проверка буровой лебедки и привода спуско-подъемного агрегата
- Применяемость буровых лебедок
- Монтаж оснований, крупных блоков
- Исправление дефектных участков элементов металлоконструкций
- Осмотр, проверка, оценка технического состояния элементов металлоконструкций по деформациям