 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Затяжка резьбовых соединений
При обнаружении дефектов крепежных изделии элементов металлоконструкций оснований и крупных блоков приходится производить отвертывание окисленных резьбовых соединений. Поэтому перед отвертыванием полезно смочить их керосином. Затем соприкасающиеся поверхности (после замены крепежных изделий или элементов металлоконструкций; из нового и старого металла в пределах стыков и креплений перед сборкой (завинчиванием. затяжкой резьбовых соединений) должны быть хорошо очищены от старой краски, ржавчины, масляных пятен, окалины, грязи до металлического блеска с помощью металлических щеток и обдува сжатым воздухом. При зачистке запрещается наносить удары зубилом (секачом) или молотком, оставляющие вмятины и зарубки на поверхности сопрягаемых деталей. Зачистку поверхностей элементов можно осуществить и огневым методом пламенем горелки (резака) с избытком кислорода, с углом наклона горелки к очищаемой поверхности 40...45° со скоростью перемещения 1 м/мин. После огневой зачистки удаляют продукты горения мягкой проволочной щеткой, затем волосяной щеткой (протирка ветошью не рекомендуется).
В целях обеспечения необходимого качества сборки оснований все многоболтовые (шпилечные, винтовые) соединения необходимо затягивать равнномерно, в определенной последовательности, с контролем крутящего момента заданной величины. Сначала все гайки или головки винтов доводят до соприкосновения с плоскостью детали или соответствующих шайб без значительного усилия. Затем продолжают затяжку в несколько приемов. Не следует затягивать гайки подряд одну за другой, т. к. при этом они могут быть неравномерно соединены с плоскостью, что приведет к перегрузке некоторых из них, смятию резьбы и даже обрыву болта.
Гайки, расположенные по кругу, следует затягивать крест-накрест после каждого приема на одну грань до окончательной затяжки.
На длинных крепежных сборках затягивать гайки нужно от середины к чередуемым краям после каждого обхода на одну грань до окончательной затяжки.
Для равномерного затягивания всех гаек применяют специальные предельные ключи, которые отрегулированы на определенное усилие затягивания, при достижении которого они отключаются автоматически.
Существует и другой способ равномерной затяжки — это применение динамометрических ключей с указанием величины прилагаемого момента при затяжке.
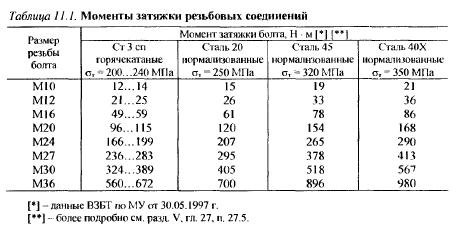
Необходимый момент затяжки принимается по эксплуатационной документации (или по табл. 11.1). Допускается также определять величину момента затяжки болтов по формуле
[Мзат] = 0,00006dp3?т [Н*м],
где dp - диаметр болта в зоне резьбы, мм; ?т - предел текучести болта, МПа.
 Подобные новости
Подобные новости- Осмотр, проверка, оценка технического состояния крепежных изделий
- Монтаж оснований, крупных блоков
- Монтаж механизма перепуска и крепления неподвижной ветви талевого каната
- Оснастка талевой системы
- Монтаж талевого блока, крюка (крюкоблока)
- Монтаж кронблока
- Центрирование А-образной буровой вышки
- Испытание буровых вышек
- Подготовка и подъем А-образной вышки
- Монтаж А-образных вышек