 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Тяжеловоз гусеничный ТГ-60
Тяжеловоз гусеничный ТГ60 предназначен для снятия с фундамента, транспортирования и установки на фундамент блоков серийных и универсальной монтажеспособности буровых установок. Эксплуатация тяжеловозов разрешается в условиях умеренного климата в интервале температур 140...-40 °С согласно ГОСТ 16350-70.
Тяжеловоз ТГ-60 (рис. 5 1) представляет собой двухосную прицепную тележку на гусеничном ходу и состоит из следующих основных узлов: рамы 1, передней 2 и задней 3 траверс, гусеничных ходов 4, дышла 5 с удерживающим устройством 6, поршня гидродомкрата 7, захватов 8, проставки и наголовника.
В центральную часть рамы сварной конструкции вварен цилиндр гидродомкрата. Нижние концы рамы заканчиваются цилиндрическими цапфами, а в верхней части приварены опоры. Крюки, расположенные на верхней части рамы, служат для погрузки и выгрузки тяжеловоза.
Сбоку рамы в цилиндр вварен трубопровод, на конце которого поставлены два вентиля и два штуцера с резьбой М27х1.5. Штуцера закрываются заглушками. На боковой поверхности рамы имеются скобы, в которые устанавливаются захваты при подводке тяжеловоза под блок.
Траверсы выполнены литыми. На передней траверсе расположено удерживающее дышло устройство, состоящее из тросика, пружины, винта и гайки. Кроме того, корпус передней траверсы имеет проушины для установки пальцев дышла. Пальцы от выпадания стопорятся винтами.

К корпусу задней траверсы приварен стабилизатор рамы. К раме приварено ребро, имеющее устройство для подсоединения к транспортным средствам.
Гусеничные хода насажены на полуоси, запрессованные в корпуса траверс. От смешения они стопорятся полукольцами, которые закрыты колпаком.
Оси колес гусеничного хода установлены на конических подшипниках. Колеса стопорятся на оси гайками.
Дышло выполнено сварным из труб ?114x8 мм и снабжено серьгой, стопором, открывающимся только в определенном положении, и державкой, за которую крепят трос. Дышло удерживается в горизонтальном положении удерживающим устройством. Регулировка положения дышла осуществляется гайкой, для чего необходимо приподнять конец дышла.
Поршень гидродомкрата имеет диаметр 300 мм и ход 650 мм. При выборе хода срабатывает предохранительное устройство и происходит выброс жидкости наружу. При работе с проставкой на гнездо поршня домкрата устанавливается наголовник, который крепится штифтами со стопорными шплинтами
Проставка представляет собой балку с центральным отверстием. Концы проставки снабжены опорами. Устанавливается проставка в опоры тяжеловоза и стопорится вкладышем и чекой. В опоры проставки устанавливаются захваты. Проставку применяют тогда, когда кронштейны блока расположены высоко и не хватает хода поршня.
Подготовка тяжеловоза к работе заключается в тщательном осмотре всех узлов тяжеловоза; особо требуется обращать внимание на закрепление гайки оси колеса гусеничного хода; при ослаблении необходимо произвести подтяжку. Затем следует снять захваты, для чего повернуть рукоятку на 180° вверх и потянуть на себя. Захваты необходимо устанавливать в предусмотренные для этой цели скобы.
Подводка тяжеловоза к блоку и сочленение с кронштейном блока осуществляется в следующей последовательности:
1. Подвести тяжеловоз под опорный кронштейн блока; снять заглушки штуцеров и открыть вентиль; подсоединить гидродомкрат к гидросистеме трактора, после чего произвести, если это необходимо, поперечную ориентацию рамы винтами; седло поршня (или наголовника) должно упираться в центральную часть кронштейна блока, причем ось поршня должна быть строго перпендикулярна к оси кронштейна; перекосы нежелательны.
2. Включить гидросистему и поднять блок на высоту, обеспечивающую зазор между блоком и опорными фермами.
3. Убрать опорные фермы и опустить блок на опоры тяжеловоза (или проставки).
4. Цилиндрические концы кронштейна закрепить захватами, для чего вставить захваты в пазы опор и повернуть рукоятку вниз так, чтобы чека попала в паз.
5. Закрыть вентиль, отсоединить шланг и закрыть штуцер заглушкой.
6. Отсоединение тяжеловоза от блока производится в обратном порядке.

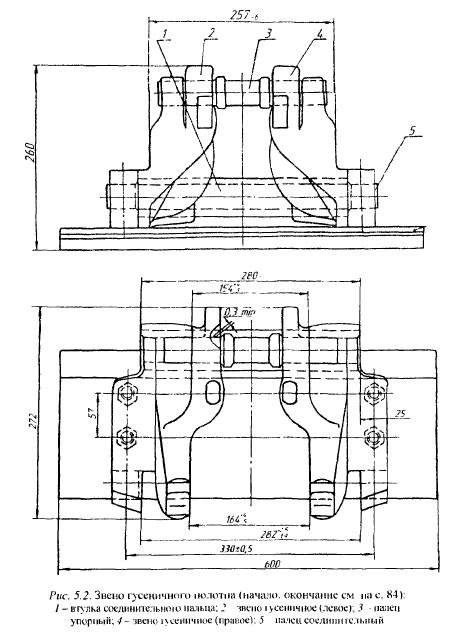
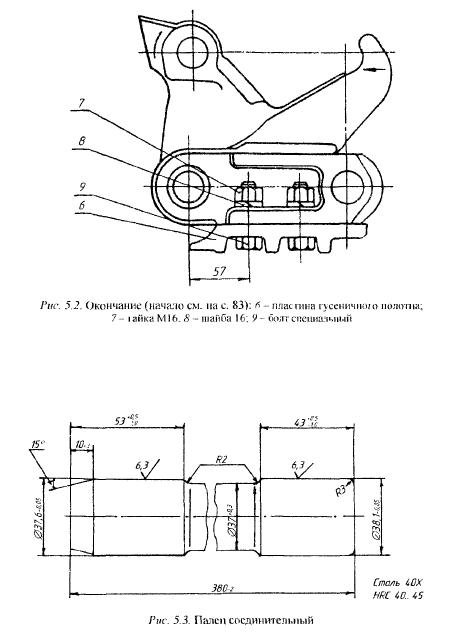
Перечень быстроизнашивающихся деталей представлен на рис. 5.2.
 Подобные новости
Подобные новости- Назначение транспортных средств при сооружении буровых
- Укладка бетона и устройство фундамента
- Приготовление бетонной смеси под фундамент буровых установок
- Глубина заложения и конструкции фундаментов
- Общие сведения о фундаментах
- Инструменты и приспособления для монтажных работ
- Расположение оборудования и материалов на строительной площадке
- Определение направления оси буровой
- Подготовительные работы к монтажу бурового оборудования
- Передвижная буровая установка БУ2500/160ДПБМ