 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Рабочее место и организация труда штамповщика на горизонтально-ковочной машине
Залогом успешной и высокопроизводительной работы кузнеца и кузнечной бригады является хорошо организованное рабочее место и поддержание на нем порядка в течение всей рабочей смены. На рабочем месте прежде всего должно быть правильно расставлено оборудование. Правильно — это значит удобно и безопасно для работы, для быстрой передачи заготовок, поковок, инструмента, отходов. Наилучшей планировкой оборудования в современном цехе считается такая, когда печь, молот или пресс, а также обрезной пресс и горизонтально-ковочная машина поставлены в одну прямую линию (фиг. 225). Разберем, почему это так.
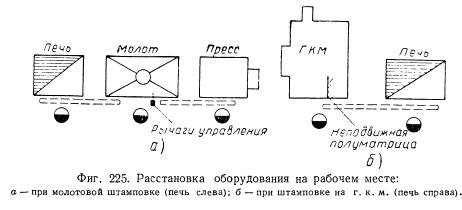
Прямая линия позволяет лучше механизировать рабочее место монорельсами, транспортерами, манипуляторами и другими устройствами, создает возле оборудования много простора для движений, а также для расположения заготовок, поковок, отходов и тары для них. Такая расстановка позволяет делать меньше ширину пролета цеха и улучшает условия для ремонта оборудования и для движения по цеху людей и транспорта. От печи, поставленной в одну линию с молотом, меньше попадет горячих лучей на работающих и ниже температура на рабочем месте. Если печь поставлена слева от молота, то штамповщик-бригадир лучше видит подачу заготовок и может брать заготовку не поворачиваясь, так как почти у всех штамповочных молотов рычаги управления находятся справа и штамповщик нажимает на педаль обычно правой ногой.
Для рабочего места с ковочно-штамповочным прессом это соображение играет меньшую роль, так как там нет таких рычагов управления, а педаль может быть поставлена в любом месте. Поэтому печь может быть поставлена с любой стороны от пресса.
От горизонтально-ковочной машины печь должна быть справа. Это лучше потому, что неподвижная матрица ее обычно находится справа. А поскольку штамповщик укладывает заготовку на один из ручьев неподвижной матрицы, то ему важно ее видеть прямо перед собой при переносе прутка или штанги от печи. Если печь будет находиться слева, то штамповщик вынужден будет поворачиваться или поворачивать голову при переносе заготовки, а это потребует большой осторожности и, следовательно, могут возникнуть потери времени и снижение производительности труда.
Рабочее место должно быть оборудовано всем необходимым для высокопроизводительной работы: механизмами для передвижения заготовок, поковок и отходов, приспособлениями и инструментом для выполнения операций штамповки в соответствии с технологическим процессом. Штамповщик должен все это осмотреть хозяйским глазом и убедиться в полной исправности механизмов, приспособлений и инструмента. Мелкий инструмент: клещи, рычаги, ломики, крючки, кочерги и т. д. штамповщик может исправить или наладить сам так, как ему больше всего удобно для работы, например, выбрать нужную длину клещей, рычагов, удобный угол загиба рычагов, кочерги. Монорельсы, транспортеры, склизы, подъемные столы и другие механизмы должны быть поставлены так, чтобы было удобно для работы и не требовалось лишних движений и дополнительных физических усилий для их использования. Удобно и правильно должна быть расставлена и тара для поковок и отходов.
Штамповщик должен позаботиться о том, чтобы на рабочем месте были всегда в наличии соляной раствор или другой материал для смазки штампов. Для пользования им должен быть изготовлен помазок, а сам соляной раствор должен быть насыщенным, т. е. таким, когда соль лежит на дне бачка и не растворяется. На рабочем месте крупных и средних штамповочных молотов нужно иметь ящик с опилками. Штамповщик должен убедиться, что в них нет металлической стружки и других предметов, которые могли бы повредить штамп и поковку.
На рабочем месте не должно быть ничего лишнего, не нужного бригаде во время работы, и, с другой стороны, здесь должно быть под руками все, что необходимо для работы. Во время перерывов в штамповке необходимо поддерживать чистоту рабочего места, т. е. убирать и относить в сторону случайно брошенные отходы, брак, мусор, тряпки, окурки и т. д.
На рабочем месте должны быть созданы хорошие и безопасные условия для работы всех рабочих: печи должны иметь водяные завесы, необходим переносный обдувочный вентилятор, а в зимнее время не должно быть сквозняков от разбитых окон, близко находящихся ворот или дверей на улицу. На рабочем месте молотовой штамповки очень полезно иметь индивидуальный «сокол» для забивки клиньев, чтобы, не дожидаясь мостового крана, бригада могла в любой момент подбить клинья. Так оборудованы умолотов все рабочие места в кузнице ЧТЗ. «Сокол» подвешен на специальных балках над каждым молотом.
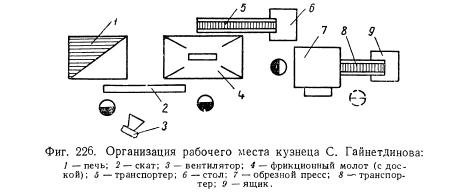
Хорошая организация рабочего места — это почти 100% успеха в выполнении и перевыполнении производственного задания. Кузнец Горьковского автомобильного завода С. Гайнетдинов, работая на штамповке ведущих шестерен заднего моста и подкладок рессор к автомобилю ГАЗ-51, предложил переставить обрезной пресс и установить к нему транспортер (фиг. 226). Это позволило облегчить условия труда на рабочем месте и высвободить одного рабочего. Производительность труда при трех рабочих, вместо четырех, значительно повысилась.
Организация труда в штамповочной бригаде
Мастерство кузнеца-штамповщика определяется не только умением его хорошо и быстро отштамповать одну, две или несколько поковок, не допуская поломок оборудования и штампов. Мастерством кузнец овладевает только тогда, когда, уже будучи бригадиром, он сумеет организовать высокопроизводительную и безаварийную работу бригады без брака и без излишних затрат металла, топлива, электроэнергии, сжатого воздуха, пара, больших физических усилий. Этого можно достигнуть умением хорошо работать, умением организовать труд в бригаде.
Работа в бригаде должна быть слаженной, четкой; каждый должен хорошо знать свои обязанности и хорошо их выполнять без излишней торопливости, суеты, без излишних и ненужных движений, без ссор и понуканий. Каждый должен чувствовать и понимать работу другого, каждый должен быть готов оказать помощь другому, каждый должен уметь без слов, а по жесту и знаку понимать требование бригадира. Этому всему должен научить членов бригады кузнец-бригадир, причем это должно делаться терпеливо и настойчиво с тем, чтобы новичка не испугать, а у старого работника не отбить вкус к профессии кузнеца, а того и другого заставить еще больше полюбить эту замечательную профессию.
Чтобы работа бригады была высокопроизводительной, необходимо прежде всего сделать правильную расстановку рабочих, определить их обязанности и добиться того, чтобы каждый член бригады эти обязанности знал отлично. Обычно штамповочная бригада, кроме бригадира, имеет одного нагревальщика, одного или двух подручных, одного или двух прессовщиков на обрезке заусенца. Мелкие поковки с холодной обрезкой заусенца или поковки, изготовляемые на горизонтально-ковочной машине, где нет обрезки заусенца, штампуются бригадой, состоящей из двух человек: кузнеца и нагревальщика. Вообще количество человек в бригаде зависит от веса поковки и имеющейся на рабочем месте механизации и определяется заданной нормой выработки. Кузнец-бригадир может сам решить вопрос, сколько ему нужно человек для выполнения нормы и получения необходимого уровня заработной платы.
А уже если этот вопрос решен, то кузнец обязан каждого члена бригады обеспечить работой так, чтобы у него не было простоев и потерь времени. Каждая секунда рабочего времени должна быть полезно и производительно использована. Нагревальщик обязан вести загрузку и выгрузку печи, следить за работой печи, регулировать режим ее работы, следить за состоянием всех ее приборов, механизмов, кладки, не допуская порчи, повреждений при надлежащем качестве нагрева. Он должен уметь проявлять инициативу и находчивость в случае каких-либо неполадок и помогать бригаде в любой работе. Нагревальщик — хозяин печи и обязан знать ее конструкцию, работу, неполадки и уметь устранять их.
Подручный штамповщика — это помощник кузнеца во всех его делах. Он помогает кузнецу в подаче заготовки, в штамповке, передаче поковки на обрезной пресс или передаче прутка обратно в печь и, если требуется, помогает и прессовщику и нагревальщику.
Прессовщик у молотов принимает поковку на обрезку, устанавливает ее на матрицу, обрезает и производит уборку поковки и облоя. Он также является хозяином пресса — обязан хорошо знать свой пресс, знать его работу, неполадки, брак, причины брака и способы его предотвращения. Сам кузнец обязан знать все на своем рабочем месте, уметь показать, как правильно нужно выполнить ту или иную работу, уметь выполнить обязанности любого члена бригады лучше его. Кузнец должен уметь, не отвлекаясь от работы, видеть, как работают люди, как работают машины и механизмы.
Бригадир должен добиться, чтобы состав бригады был по возможности постоянный. В бригаде нужно вызвать интерес к выполнению задания, организовать соревнование между членами бригады. Для слаженной и высокопроизводительной работы нужно организованно начинать рабочую смену. Сменное задание бригадир должен знать еще накануне или, в крайнем случае, до начала работы с тем, чтобы подсчитать свою загрузку и загрузку оборудования, проверить количество потребного для работы материала и размеры заготовок, чтобы продумать, какие инструменты потребуются, какие приемы при штамповке придется применять. Далее, штамповщик должен позаботиться о том, чтобы своевременно был подвезен материал, заблаговременно заготовлен весь инструмент, установлен и проверен штамп, предварительно зажжены и разогреты печи. Также до начала смены должен быть заложен металл в печь, предварительно подогреты шток и штампы, а все механизмы и машины проверены и сделаны на них пробные движения.
Для выполнения всего этого бригада или бригадир и нагревальщик выходят на работу за 15—20 мин. до начала смены с тем, чтобы точно по гудку начать штамповку. Очень полезно перед началом работы поговорить о предстоящем задании, о недостатках, о том, как лучше и кому из членов бригады надо выполнять отдельные приемы.
Известный бригадир кузнец-штамповщик ЧТЗ (теперь пенсионер) Ф.А. Манаев, работавший на 9-тонном молоте, каждое новое задание обсуждал с бригадой, часто в присутствии мастера или технолога. Один раз в два — три дня перед началом работы он инструктировал бригаду, разбирал недостатки вчерашней работы, систематически беседовал с контролером, технологом, заходил на другие участки, узнавал, нет ли чего нового в приемах работы.
Больших успехов Ф.А. Манаев добился в повышении производительности труда. Он считает, что самое основное — это перекрытие элементов работы. He нужно, — он говорит, — дожидаться, когда баба поднимется вверх. Как только она начала свое движение вверх, нужно перекладывать заготовку из ручья в ручей, а в момент перекладывания можно уже и нажимать педаль, если видишь, что заготовка будет уложена в ручей точно.
Это вполне правильно. Перекрытие элементов работы дает возможность полнее использовать оборудование.
Очень производительно на ЧТЗ работает бригадир-штамповщик А.К. Никитюк; на полуторатонных паровых штамповочных молотах он штампует звено гусеницы трактора С-80. Работа идет с огромным темпом. Каждые 4 удара — готовое звено. А.К. Никитюк считает, что главнейшее в повышении производительности труда — это не терять ударов молота, не допускать холостых его ходов. Каждый ход бабы должен быть рабочий. И, конечно, он прав — надо полностью использовать машинное время и все возможности молота. Ho для этого бригадиру нужно хорошо организовать труд в бригаде и работу другого оборудования: заготовки должны ритмично нагреваться, подаваться к молоту, своевременно обрезаться, а поковки и отходы — убираться.
Подобные новости- Брак при штамповке и его причины
- Как облегчить труд штамповщика на горизонтально-ковочной машине
- Об изностойкости штампов
- Способы штамповки на горизонтально-ковочной машине
- Устройство и работа горизонтально-ковочных машин
- Как облегчить труд штамповщика
- Безоблойная штамповка
- Выбор размеров заготовки для штамповки на молотах и прессах
- Работа на прессовых штампах
- Беречь штампы