 Навигация по сайту
Навигация по сайту Статьи о ремонте
Статьи о ремонте

Размеры поковки и способы штамповки
Таким образом, из-за неблагоприятных условий течения металла в ручьях приходится делать закругления и уклоны, вызывающие увеличение размеров готовой детали. Хорошо, если конструктор, зная такую специфику горячей штамповки, сразу сконструирует деталь с закруглениями и уклонами, тогда деталь можно будет без механической обработки или только ограничиваясь очисткой от чернот ставить в машину. Однако не только закругления и уклоны требуют увеличения размеров детали. Горячая штамповка — еще невесьма совершенный метод обработки металла, который позволил бы получать на детали малого диаметра круглые отверстия, различные мелкие выемки, выступы, глубокие сквозные и несквозные круглые, квадратные и другой формы отверстия, впадины и т. д.
Даже жидкая сталь и другие металлы не всегда имеют такую текучесть, чтобы получить деталь любой формы; при горячей же штамповке подвижность металла еще меньше. Поэтому поковка от готовой детали отличается обычно по размерам и часто по форме. В размерах сечения создается определенный запас для последующей механической и другой обработки, т. е. на полученную для изготовления штамповкой деталь назначаются напуски, припуски и допуски, определяющие уже форму и размеры поковки. Иначе говоря, перед тем как приступить к разработке конструкции штампов, нужно составить чертеж поковки. И чем чертеж поковки меньше отличается от чертежа готовой детали, тем, следовательно, применен более совершенный метод штамповки и конструкция штампов более совершенна.
Перед тем как приступить к разработке чертежа поковки, тщательно продумывается способ штамповки и принимается тот, который дает меньше запаса в размерах. Например, поковку детали, приведенной на фиг. 177, а, можно штамповать на молоте тремя различными способами. Первый (фиг. 177, б) — это штамповка в одном ручье из нарезанных заготовок, поставленных вертикально (в торец). Здесь разъем штампов проходит через середину наибольшей части поковки.
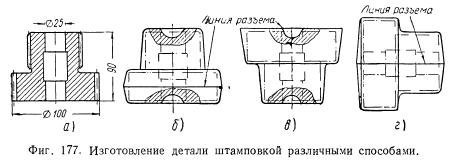
Уклоны делаются как в верхнем, так и в нижнем штампе. Второй (фиг. 177, в) — сходен с первым, но разъем штампов проходит по торцу поковки. Вся поковка штампуется в нижнем штампе методом высадки. Третий (фиг. 177, г) способ — это штамповка в трех ручьях из длинной заготовки, рассчитанной на несколько поковок. В первом ручье (подкатном) производится подкатка, во втором — окончательная штамповка, а в третьем — обрубка поковки от прутка. Здесь поковка имеет уклоны только по торцам, но зато от заготовки остается клещевой конец, металл которого идет в отходы.
Разберем, какой из этих способов штамповки наиболее экономичный. Замечаем, что все три поковки имеют одинаковые штамповочные уклоны, но отходы металла при обработке резанием от них будут разные. Во второй поковке — наибольшим, а в третьей поковке отход будет наименьшим. Следовательно, с точки зрения механической обработки, выгоднее третья поковка, так как форма ее и размеры ближе подходят к форме и размерам готовой детали. Ho третья поковка требует изготовления более сложного трехручьевого штампа и имеет отход металла на клещевину.
В отношении этого отхода нужно отметить, что при правильной технологии он не должен быть меньше отходов, возникающих при резке заготовок для первых двух поковок. Что касается штампа, то размеры затрат на него будут зависеть от масштабов и возможностей производства их на данном заводе. В большинстве случаев затраты на штампы могут вполне окупиться экономией металла и снижением трудоемкости механической обработки. Следовательно, для крупносерийного и массового производства можно предполагать, что более экономичной является третья поковка. Для штамповки на прессе наиболее экономичной поковкой будет первая поковка (фиг. 177, а), так как, благодаря возможностям выталкивания поковки из верхнего и нижнего штампа, штамповочные уклоны на ней можно будет сделать в два-три раза меньше.
Однако существует два способа штамповки, еще более экономичные для этой детали — это штамповка на горизонтально-ковочной машине, где уклонов можно полностью избежать, и холодная высадка на мощных холодно-высадочных автоматах.
Опытные кузнецы, хорошо разбираясь в течении металла в ручьях, часто находят очень интересные способы построения ручьев штампа, позволяющие значительно уменьшить штамповочные уклоны и радиусы. Так, на Свердловском заводе транспортного машиностроения кузнец Н.А. Герасимов, сравнивая конфигурацию детали с конфигурацией поковки, нашел возможность и предложил вместо радиусов закруглений и штамповочных уклонов в 6° (фиг. 178, а) сделать по углам скосы (фиг. 178, б). В результате вес поковки уменьшился на 1,5 кг, увеличилась и стойкость штампов, уменьшилось количество снимаемой стружки в механическом цехе-

Штамповочные уклоны, радиусы закругления в общем виде называются напусками. К напускам относятся различные утолщения, которые нужны для улучшения заполнения ручьев, а также пленки под прошивку, назначаемые в поковках деталей, имеющих отверстия малого диаметра. Нужно отметить, что часто для деталей, имеющих отверстия диаметром меньше 40 мм, поковка изготовляется без отверстия. Причиной этого является низкая стойкость штампов на выступах, образующих эти отверстия. Однако опыт заводов показывает, что замена изношенных штампов окупается уменьшением стоимости долбления или сверления отверстия. Например, так штампуется слесарный молоток, имеющий прямоугольное отверстие размерами 10х25 мм для рукоятки.
Припуски и допуски на поковку назначаются для того, чтобы также гарантировать получение из поковки детали по заданным размерам. Величина их выбирается по стандарту (ГОСТ 7505—55) и зависит главным образом от типа производства. В крупносерийном и массовом производстве имеется возможность применить более совершенные методы штамповки, иметь специальные, более точные штампы, поддерживать оборудование в лучшем состоянии, вести механическую обработку деталей на точном специальном оборудовании. В серийном, мелкосерийном и единичном производстве тоже можно все это сделать, но затраты на штампы и оборудование, приходящиеся на одну деталь, будут значительно большие, и поковка, изготовленная с малыми припусками и допусками, будет очень дорогая. При этих типах производства применяют более грубые припуски и допуски.

Кузнец-штамповщик может очень много сделать для получения поковок с малыми припусками и допусками. Во-первых, он должен знать, что припуск П складывается из слоя металла, необходимого на механическую P и кузнечную обработку Д, а половина величины допуска b/2 входит в состав припуска П (фиг. 179). Это ему поможет разобраться, за счет чего можно снижать припуски и допуски. Если кузнец не сможет оказать влияние на слой, необходимый для механической обработки, то величина слоя, необходимого для кузнечной обработки, т. е. штамповки, почти полностью зависит от него. Ведь этот кузнечный слой можно было бы ,на поковку и не назначать, если бы при штамповке не было вмятин от окалины, обезуглероженного слоя, отклонений от размеров поковки (допуск), вызванных смещением и перекосом штампов, неточной обрезкой заусенца, недоштамповкой по высоте, кривизной поковки и т. д.
Эти дефекты можно полностью устранить или уменьшить. Для этого надо правильно нагреть заготовку и удалить окалину перед штамповкой. Кроме того, необходимо содержать оборудование в хорошем состоянии, в частности, зазор в направляющих молота или пресса должен быть наименьшим, недопустим износ в чистовом ручье штампов и т. д. Особенное внимание кузнец должен обращать на состояние штампов, постоянно следить за их износом и креплением. Даже незначительный износ чистового ручья ведет к увеличению припусков в два и три раза против нормальных.
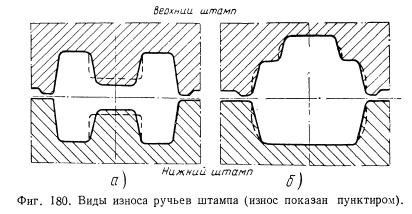
Так, например, для поковки шириной 10 мм и весом 1,6 кг износ ручья на 1,5 мм вызовет увеличение припуска ровно в два раза, так как для таких поковок по II группе ГОСТ 7505—55 припуск на сторону составляет 1,5 мм. За износом штампа нужно следить систематически. Это делается при помощи регулярных, через определенное количество поковок, осмотров, обмеров и взвешивания поковок. При штамповке на молотах большой износ можно заметить по съему и выпадению поковки из чистового ручья штампа. Если поковка начинает застревать в этом ручье, значит уже появился значительный износ. Этот признак можно объяснить следующим. В неизношенном штампе, благодаря нормальному штамповочному уклону, поковка свободно выпадает из ручья. Как только появился износ, уклон уменьшается, стенка штампа становится почти вертикальной, что и вызывает застревание поковки (фиг. 180 а, б).
 Подобные новости
Подобные новости